
|
https://ift.tt/2Ih2Oo9
NIST Achieving Better Laser Powder Bed Fusion 3D Printing Melt Pool Control By Implementing Laser Control https://ift.tt/2Q73pLV 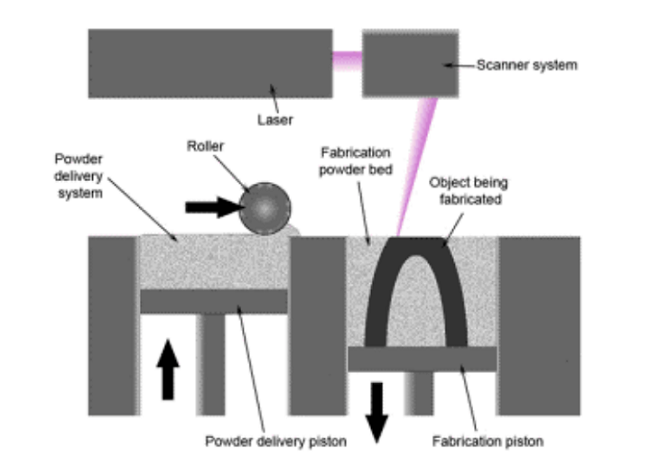
Diagram of laser powder bed fusion system. [Image: Andrew Drieling, Wright State University] Laser powder bed fusion (LPBF) 3D printing uses a focused, high power laser to selectively melt geometric patterns into metal powder and build an almost fully dense, freeform object. The process, and quality of the resulting part, are influenced by many process parameters, and the laser position, power, and velocity all need to be well-controlled, based on characteristics of the powder layer, in order to achieve adequately fused adjacent layers and scan tracks. LPBF defects can occur when these laser parameters are combined incorrectly, and there has been research published on hypotheses like shaping laser beams to enhance properties and using the right heat source. But having better controlled power profiles or density along scan paths can lower the likelihood of defects forming.
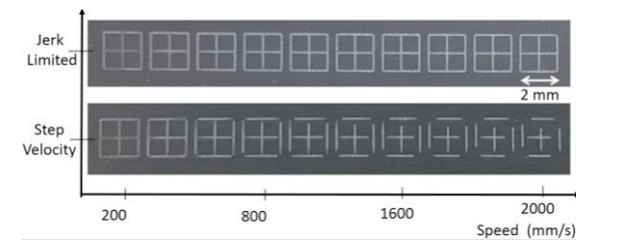
Comparison of jerk-limited and step velocity motion control at different speeds. LPBF system laser control involves laser power and path: the former is electronically adjusted through the laser amplifier, while the latter is achieved by controlling the two galvanometer motors, which drive the mirrors that direct the laser spot to the powder bed, in a coordinated manner. Step velocity, which assumes infinite acceleration, makes it impossible for the mirrors to follow commands, but most commercial scanning systems, including those integrated into LPBF 3D printers, use step velocity profiles for motion control. This compromises temporal and spatial accuracy, which then leads to material defects and geometric inaccuracies.
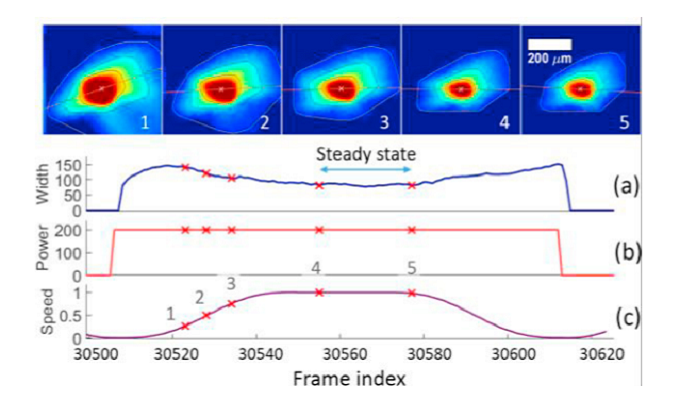
A single-track scan on stainless steel. (a) Melt-pool width (µm) measured from in-situ melt-pool images. (b) Commanded laser power (W). (c) Commanded laser speed (m/s). Melt-pool images corresponding to the marked locations (1-5) are shown on the top. The researchers used varying motion control parameters to generate nine square laser scan paths on the AMMT. A wait time was introduced after each move with the step velocity profile, in order to “improve spatial path accuracy,” but it had to be carefully measured – too short, and the distortion can’t be fully compensated for, while waiting too long can cause over-melting.
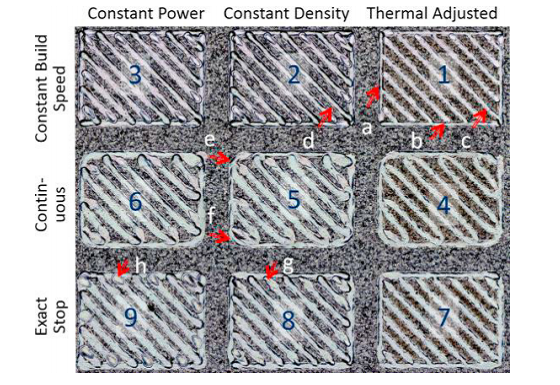
Path planned by the combinations of three laser path and three laser power modes. Image shows the scan on a stainless-steel plate. Constant power modes and build speed were used to turn the laser power on and off at designated positions. Acceleration for jerk-limited control was set at 1,000 m/s2, while wait time for step velocity control was calibrated at 200 mm/s.
The input energy density was found to be influenced by laser power and scan speed, and errors could potentially cause material defects. The researchers also set up a high-speed camera to measure the melt-pool geometry, which can help when studying the influence that laser control has on LPBF. It’s also possible to use jerk-limited path planning to create complicated scan strategies, and ensure a smoother build if the laser speed and power variations are reduced. So the researchers proposed the use of laser path and power modes, and put them to use through a modified version of G-code.
Co-authors of the paper are H. Yeung, B.M. Lane, M.A. Donmez, J.C. Fox, and J. Neira. Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 26, 2018 at 12:28PM
0 Comments
Leave a Reply. |
Categories
All
Archives
April 2023
|
 RSS Feed
RSS Feed
