
Welcome to this month’s last edition of 3D Printing News Briefs! Today, in honor a new month starting tomorrow, we’re starting with stories about everything new. BEEVERYCREATIVE will soon launch a new 3D printer kit, while Fast Radius is opening a new headquarters and Thor3D welcomes a new CEO. Verashape is introducing the latest version of its SOFTSHAPER software, and Link3D launched a new additive manufacturing scheduling solution. Moving on from new things, Midwest Engineered Systems, an official KUKA partner, will be displaying its technology at IMTS 2018, and a company used its innovative laser cladding technology to restore a CNC spindle.
BEEVERYCREATIVE’s New 3D Printer Kit
 Portuguese 3D printer manufacturer BEEVERYCREATIVE is getting ready to launch a new 3D printer DIY kit, and will present it publicly for the first time at the upcoming TCT Show 2018 in Birmingham. This is a big deal for the company, as it hasn’t introduced had a product launch for a new 3D printer since 2015; employees have been very busy working on the MELT project for the European Space Agency for the last two years, and are more than ready to introduce the new B2X300 3D printer kit.
Portuguese 3D printer manufacturer BEEVERYCREATIVE is getting ready to launch a new 3D printer DIY kit, and will present it publicly for the first time at the upcoming TCT Show 2018 in Birmingham. This is a big deal for the company, as it hasn’t introduced had a product launch for a new 3D printer since 2015; employees have been very busy working on the MELT project for the European Space Agency for the last two years, and are more than ready to introduce the new B2X300 3D printer kit.
BEEVERYCREATIVE conduct multiple studies before the launch, including market research on 3D printer user patterns and collecting quantitative and qualitative information from users about its helloBEEprusa 3D printer kits. The B2X300 is named for the company’s brand (B), its two extruders (2X), and its 300 x 200 x 300 mm print area (300), and was delivered to several beta testers this spring for testing and feedback. Aside from its build area, number of extruders, and the fact that it features auto bed leveling and trinamic drivers, we don’t know much about the 3D printer kit yet. But all will be revealed by mid-September.
VIDEO
Fast Radius Opening New Headquarters and AM Factory
The Fast Radius team, L-R: John Nanry, chief product officer; Bill King, chief scientist; Lou Rassey, CEO; and Pat McCusker, COO [Image: Manuel Martinez, Chicago Business]
3D printing solutions provider Fast Radius is scaling up its manufacturing footprint, and recently opened its new headquarters in Chicago’s West Loop, which features an advanced, industrial-grade 3D printing facility. This facility is home to extensive HP MultiJet Fusion technology, as well as what the company calls the largest Carbon production facility in the Western Hemisphere. This was a well-thought out location: the building of the Chicago-based Digital Manufacturing and Design Innovation Institute (DMDII) was where the company’s new CEO Lou Rassey first collaborated with several other Fast Radius executives, including Chief Scientist Bill King, PhD, Chief Product Officer John Nanry, and Enterprise Solutions Leader John Ramirez. The rest of the company’s executive team includes Vice President of Sales and Marketing Brian Simms and COO Pat McCusker.
Rassey said, “It was important to the Fast Radius team that we were headquartered in Chicago, as we are passionate about being a part of the next great industrial manufacturing renaissance in this city, the Midwest, and ultimately, the world.
“Pat, John, Bill, John and Brian form the perfect core team to grow Fast Radius as we build out our technology platform and global footprint to bring manufacturing innovation to the world at scale.”
Thor3D Welcomes New CEO

Anna Zevelyov
This week, Moscow-headquartered 3D scanner manufacturer Thor3D announced that it has appointed its very first Chief Executive Officer. The new CEO, Anna Zevelyov, is a company co-founder and a 3D printing market veteran who had been serving as Thor3D’s Sales Director; her long-time lieutenant, Vadim Fomichev, will now be taking on this role. Under Zevelyov’s leadership, the company will be focusing on R&D, with plans to release at least one new 3D scanner each year.
“Some history…the company was, until now, ruled by committee. Although periodically, this “collective-wisdom” approach was beneficial, over time we realized that a strict hierarchy and one person at the helm is needed,” Zevelyov wrote in a statement. “The Board of Directors took 6 months to consider whether to nominate a CEO and if yes, who that might be. After much debate about how this could change the culture of the company, the decision was made this month. I was elected unanimously, which, naturally, boosts confidence, as I take on this new challenge.
“I am honored and optimistic. My first priority will be R&D (after all, Thor3D is, first and foremost, a technology company). My aim will be to significantly improve our current technology and to introduce a new 3D scanner at least once a year (expect to hear big news before the end of the year). Another priority will be organization of our intellectual property. I anticipate filing a number of international patents over the next year to formalize the innovative work that has been done in the company over the previous months.”
New SOFTSHAPER Software Version
 Verashape, which manufactures the VSHAPER line of 3D printers, has just introduced the latest version of its SOFTSHAPER software. Thanks to a license granted to the company by Siemens PLM Software last year, SOFTSHAPER 2019 is based on Parasolid Communicator. There are many improvements and new features in this latest version of SOFTSHAPER, including a technological process tree, detailed reports, and the ability to group layers and print manually adjusted supports.
Verashape, which manufactures the VSHAPER line of 3D printers, has just introduced the latest version of its SOFTSHAPER software. Thanks to a license granted to the company by Siemens PLM Software last year, SOFTSHAPER 2019 is based on Parasolid Communicator. There are many improvements and new features in this latest version of SOFTSHAPER, including a technological process tree, detailed reports, and the ability to group layers and print manually adjusted supports.
“A huge simplification that SOFTSHAPER 2019 provides us with is the ability to print supports with higher density,” explained Seweryn Nitek, a Software Engineer at Verashape. “The density is higher only in the area of contact with the model. In other areas, the density of supports is selected in relation to the required stiffness. This saves time for printing supports, which are then removed by the user.”
Midwest Engineered Systems Displaying KUKA Technology at IMTS 2018
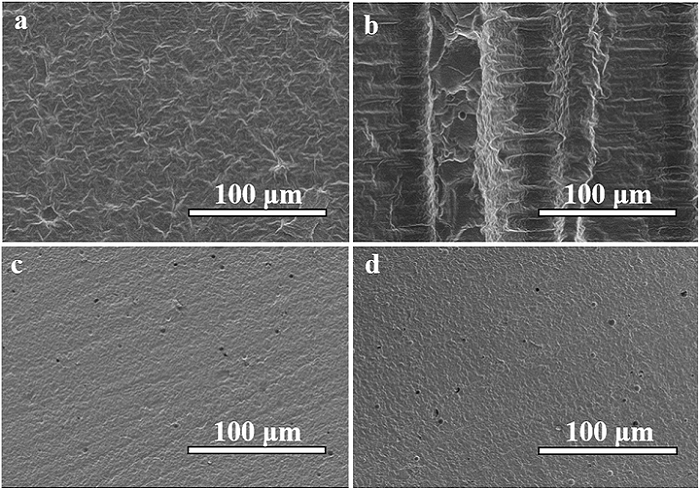
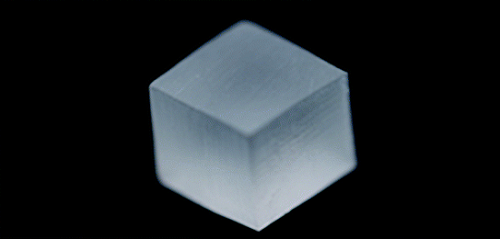
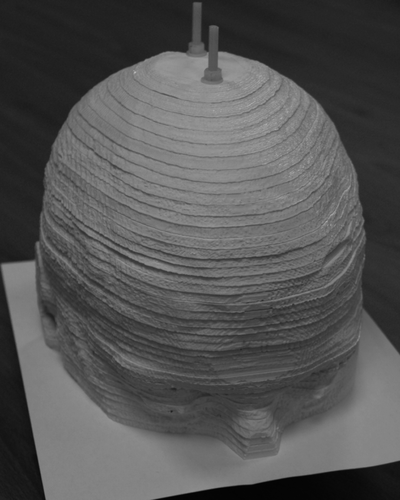
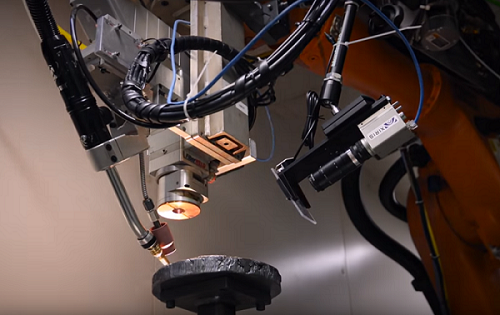 Two years ago at IMTS 2016 in Chicago, KUKA Robotics showcased how its robots integrate with 3D technology thanks to partnerships with companies like Midwest Engineered Systems (MWES), a leader in complex systems integration. MWES provides services such as robotic welding, machine tending, material handling, and automated production lines, but has become well-known in the last few years for its work in laser wire additive manufacturing. This technology is able to create very large parts, while also saving up to 90% of the material normally machined away.
Two years ago at IMTS 2016 in Chicago, KUKA Robotics showcased how its robots integrate with 3D technology thanks to partnerships with companies like Midwest Engineered Systems (MWES), a leader in complex systems integration. MWES provides services such as robotic welding, machine tending, material handling, and automated production lines, but has become well-known in the last few years for its work in laser wire additive manufacturing. This technology is able to create very large parts, while also saving up to 90% of the material normally machined away.
“We’ve actually come up with a way way to print with metal using wire. Really what that does is allows you to print larger parts and it allows you to print them faster,” said Scott Woida, the President of MWES, in a video.
The company’s additive manufacturing system uses the hot wire process to preheat wire before it enters the molten pool. At the upcoming IMTS 2018, you can check out the MWES technology for yourself at KUKA’s Booth N-236200.
VIDEO
Restoring CNC Spindle with Laser Cladding
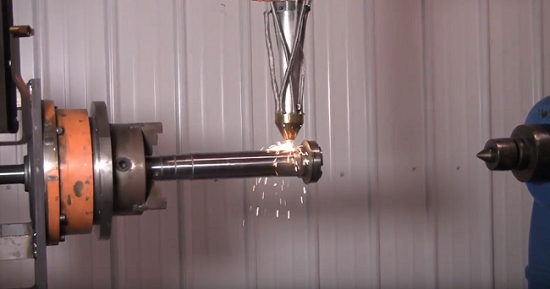 A company called Synergy Additive Manufacturing LLC (SAM), which claims to be one of the only turnkey jobshops to offer metalworking services like final machining, heat treating, metal forming, 3D CAD design, and 3D printing, also developed a laser cladding process is a more cost-effective alternative to hard chrome coatings. The company offers a 24 hour turnaround on the dimensional restoration of rotating components, like motor shafts and CNC spindles, using this technology.
A company called Synergy Additive Manufacturing LLC (SAM), which claims to be one of the only turnkey jobshops to offer metalworking services like final machining, heat treating, metal forming, 3D CAD design, and 3D printing, also developed a laser cladding process is a more cost-effective alternative to hard chrome coatings. The company offers a 24 hour turnaround on the dimensional restoration of rotating components, like motor shafts and CNC spindles, using this technology.
In a new video, SAM demonstrated how its laser cladding method can be used to restore a CNC spindle. The technology offers a good metallurgical bond, and there is no chipping away or peeling once the restoration is complete. You can see this for yourself in the video below:
VIDEO
Discuss these stories and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.




 Sign up for Trends & Innovations in Dentistry with an early bird discount through tomorrow, September 1
Sign up for Trends & Innovations in Dentistry with an early bird discount through tomorrow, September 1





 RSS Feed
RSS Feed
