
|
https://ift.tt/36k7OGm
Burin & Plate https://ift.tt/33uC0ge Ella Flavell is a printmaker from the West Midlands, working under the name Burin & Plate. Her linocuts translate photographs of places close to her heart into print, with an emphasis on pattern and graphic contrast.
Printing via People of Print https://ift.tt/2DhgcW7 November 30, 2020 at 09:47AM
0 Comments
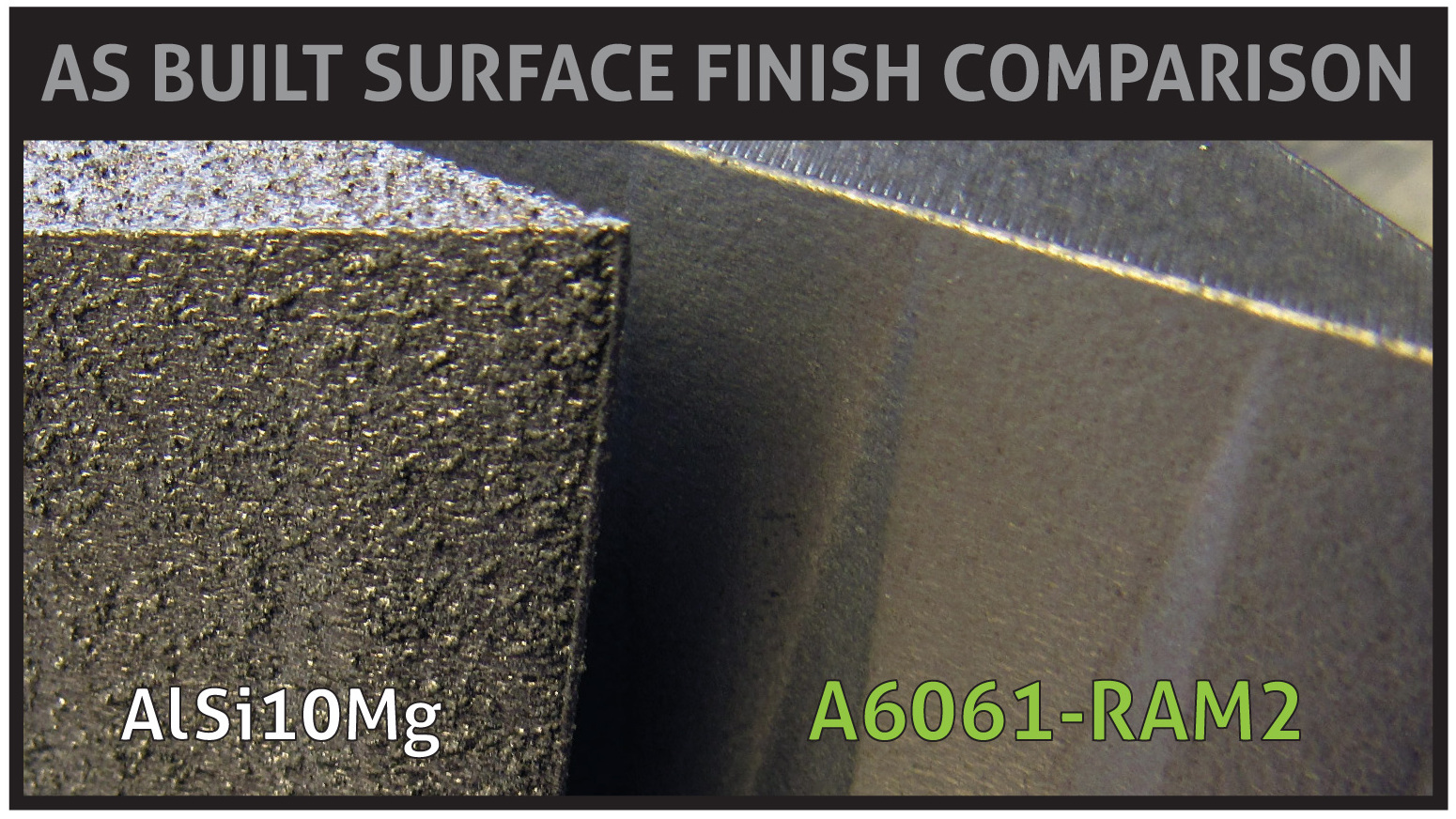
Ensuring Metal Additive Manufacturing Part Quality with Pre-Build Calibration https://ift.tt/3qe5s3B Real-time monitoring systems and post-print data analysis are much talked about subjects when discussing quality assurance in metal additive manufacturing (AM aka 3D printing) these days. But an often-overlooked aspect of consistently making high-quality parts happens long before the print: pre-build calibration. As it pertains to manufacturing, calibration ensures that a parameter being measured correlates to some agreed-upon value that falls within the limits of what would make a good manufacturing process. Calibration is an essential component of qualifying parts and processes for acceptance in almost all critical industries served by metal AM. Industry-specific standards are still relatively immature for metal AM, and many standards organizations (ASTM, SAE, AWS, API, etc.) are working on developing or refining their documents. NASA was one of the first organizations to publish such guidelines in October 2017 with their Standard for Additively Manufactured Spaceflight Hardware by LPBF (MFSC-STD-3716) and the accompanying Specification for Control and Qualification of LPBF (MFSC-SPEC-3717), which have both served as a foundation for several of the other organizations and standards bodies. Many of the NASA requirements for confidence in printed part quality – including calibration – have flowed down to the newer standards. According to MFSC-SPEC-3717, “Calibration is effective only when maintained continuously. For pragmatic reasons, confirming calibration is not feasible on a pre-build basis. This time-based calibration interval is set as a compromise between production efficiency and process assurance.” This very important statement essentially says that the lack of ability to calibrate a metal AM machine before each build forces manufacturers to choose between production efficiency and quality assurance. However, while it may have been true when the standard was published in 2017, it is no longer the case, as pre-build calibration is not only feasible, it is a reality. Available now on next-generation metal-AM systems, this new capability is ready to help vendors maximize production efficiency and process assurance simultaneously rather than forcing them to sacrifice one for the other. 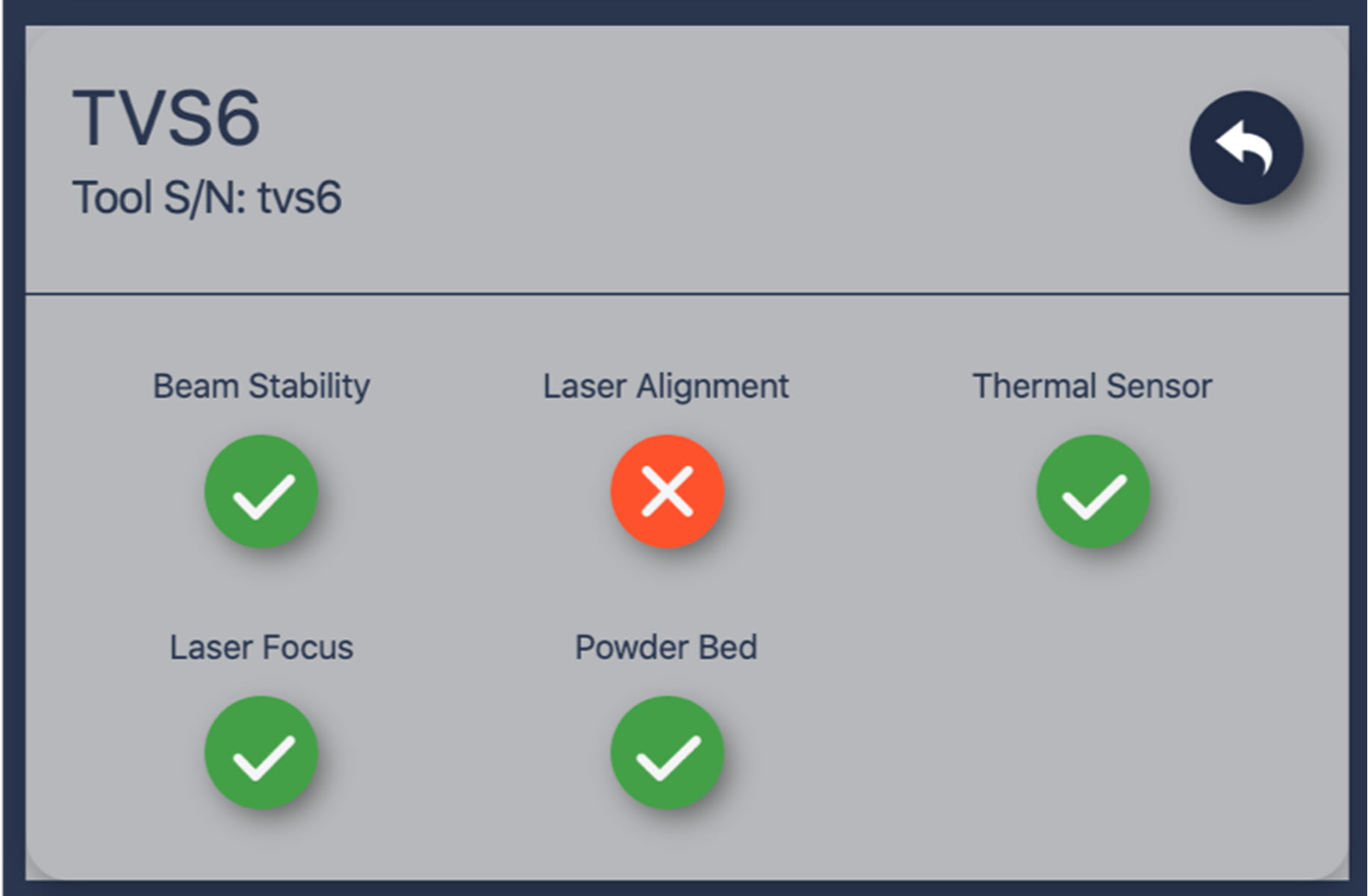
Image 2. Machine health in today’s advanced AM systems can be checked via a single click to ensure powder bed quality, sensors, and optics are calibrated and in optimal condition, and will not compromise part quality. Calibrating opticsThe optics in a metal AM system include one or more lasers and related equipment. They are critical to performing the L-PBF welding process, in which very thin layers of metal powder are melted, one of top of another, to produce a component part. Measured in microns, each layer is generally thinner than the diameter of a human hair, and there can be tens of thousands of layers in any given component. This is why calibration is so key. If a laser in an L-PBF system is not pointed in the right place with the right power and moving at the right speed, then the quality of the component being manufactured will likely be compromised. The problem is compounded on multi-laser systems, where the calibration must also be consistent between individual lasers. 
Image 3. Without pre-build calibration laser-alignment, drift can occur over subsequent layers in an AM build. MFSC-SPEC-3717 specifies several metrics, including laser focus and alignment, that must be calibrated at least every 90 days in order for the additive manufacturing process to remain qualified and the components parts produced be labeled as conforming. NASA does not specify how these metrics are to be calibrated, but does concede that “lasing purposeful markings into a flat, solid plate and evaluating the markings against metrics (based upon past performance) may provide sufficient evidence of scanner head health.” This method of calibration, albeit a standard practice in the industry, is not only time-consuming, but it also carries a substantial risk of inconsistency. It is an almost entirely manual process, which means that there are many inherent sources of variability. Yet it continues to be used because incumbent AM equipment vendors in the past have simply not had access to better methods. To calibrate laser focus, for example, many machine manufacturers call for placing an anodized aluminum plate into the build chamber and carefully setting it to the same height on the build plane as where the material would be printed (remember, microns matter!). Lines are burned into the plate and then taken out and measured to determine which of the tracks is the smallest in diameter, thereby indicating the focus of the laser. In the case of laser alignment, manufacturers again traditionally burn a series of lines onto an aluminum plate or thermal paper. The results are sent, sometimes physically, to a third party that uses an optical Coordinate Measuring Machine (CMM) to analyze the results, generate a calibration file, and send updates back to the vendor for installation by a field-service engineer. More than one iteration is sometimes required, which adds significantly to the total calibration time. Often this process can take a day or more to complete, and such non-productive time can be a significant drag on the cost-of-ownership for such an expensive piece of equipment. Next-generation AM systems, however, now offer pre-build calibration capabilities that streamline and automate the calibration of machine optics so that the machines do not have to be taken off-line to be calibrated. These new systems measure a variety of metrics—including such things as beam stability, laser alignment, and focus—just prior to running the 3D-printing process. Rather than burning lines on aluminum plates, additive manufacturing end users can run their optical calibrations with the push of a single button without the need for any external measuring equipment, such as power meters or beam profilers. Equally important, this automated process captures a wealth of data that is not available using manual methods of calibration. This data is used to update the system’s calibration tables in real time and make sure that a given component is being manufactured to specification. It can also be compiled over time for use in statistical process control programs and other quality management systems. Powder-bed calibration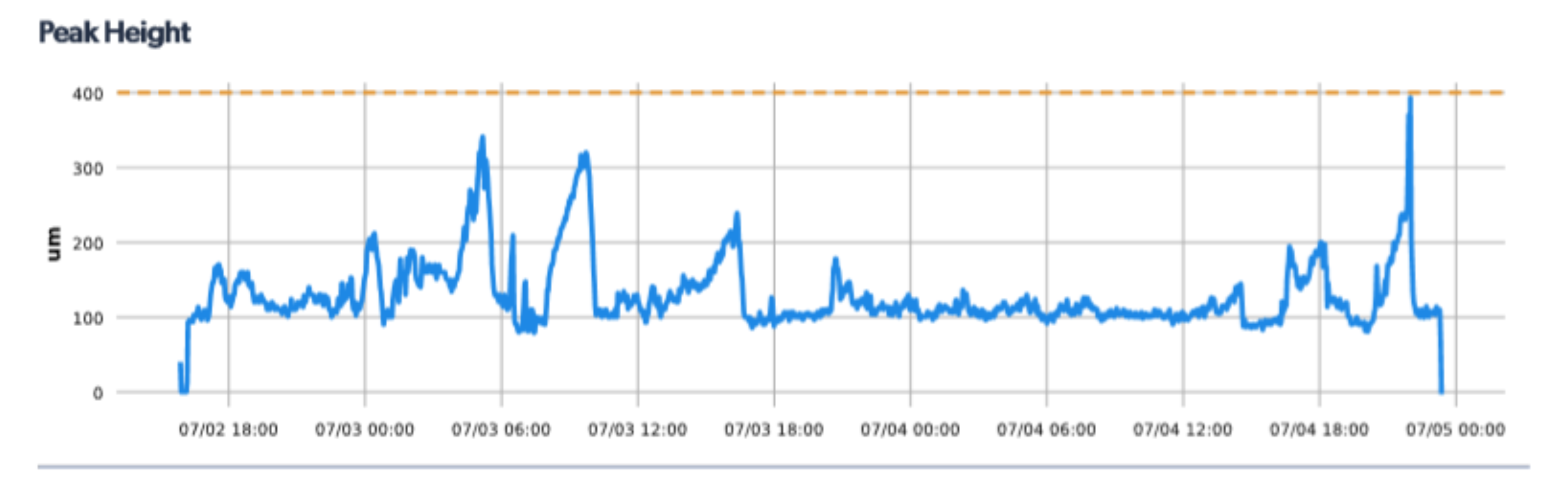
Image 4. Detecting variations in layer height. Quality assurance capabilities in next-gen AM systems track whether a build is showing any signs of unwanted protrusions; crossing the warning threshold will alert the user. In addition to the optics involved in the L-PBF process, calibrating the quality of the powder bed is key to part quality. Both thickness and uniformity of the powder bed have to be precise to ensure that the lasers melt each layer properly. If the powder bed is too thick, the layer may not melt completely, resulting in lack-of-fusion porosity. If it is too thin, the metal may become overheated and can even be vaporized in the melt pool. Either result can have a very negative effect on the mechanical properties of the resulting part. Proper calibration is essential to delivering accurate layers of powder which, provided the optics are also calibrated properly, yield properly welded layers of metal. Interestingly enough, and unlike its 90-day optics-assurance guidelines, NASA only requires powder bed quality to be calibrated every 180 days. But six months is simply too long to wait to recalibrate the powder bed, as a number of things can go wrong with the recoating process on any given layer. Much like a windshield wiper on a car leaves streaks when it becomes worn, the recoater may become nicked or damaged in some way, causing it to leave streaks in the powder bed. Although it is such a critical metric, incumbent systems do not typically have a quantitative way to measure the quality and status of the powder bed. Instead, they may take pictures of the powder bed and then do a qualitative analysis of it, but this does not give a vendor actual data on the status of the powder bed itself at a given time. Next-generation metal AM systems, on the other hand, can check to make sure the recoater is doing its job before and during each and every build. This capability hinges on height-mapper metrology systems, which essentially measure the powder bed topology to a resolution of 15 microns in the z-axis and 100 microns in the x- and y- axes. This truly quantitative measurement ensures that the layer being delivered by the recoater is within specifications in terms of both thickness and uniformity across the build plane. Ensuring part quality for mission-critical manufacturingThe most obvious benefit of calibrating optics, powder bed quality, and other parameters before a build is identifying problems in a metal AM system before they affect product quality. By nature, component parts created using additive manufacturing processes are not inexpensive. In fact, they can be quite costly and take considerable amounts of time to manufacture. Quality escapes become more expensive the farther down the workflow they are discovered, so it is very important to catch them early, preferably before printing. Additionally, if calibration only occurs every 90 or even 180 days, then a problem may not be detected until after a shipment of parts has been manufactured. If a laser is out of focus or alignment, the power of the laser is not correct for a given job, or the powder is being laid down too thick or unevenly, an entire batch of component parts could be headed toward the scrap heap at a cost of hundreds of thousands of dollars. This is unacceptable and simply unnecessary with today’s next-generation AM systems. A second, less obvious benefit is that calibrating the critical parameters of an AM system before each build creates a great deal of data that can be used to develop statistical process control around a variety of metrics. By collecting data before each build on optical system status and powder bed quality and other parameters, it is possible to see how the system is performing over time and, by seeing something that is trending out of specification before it actually reaches a control limit, to predict when the machine might need preventative maintenance. The bottom line is that more frequent and detailed calibrations results in higher-quality 3D-printed products overall, and that the new generation of metal additive machines make this process fast and user-friendly. Improved calibration addresses a key concern that NASA has had with using L-PBF technology for the aerospace industry as, in MFSC-STD-3716, the agency writes that, “The largest latent risk in the utilization of laser powder bed fusion parts in critical spaceflight applications lies in the limitations to verify individual part integrity.” Clearly, the ability for next-generation AM systems to perform a calibration before every single build is now enabling the industry to tackle these concerns, paving the way to acceptance of metal additive manufacturing as the standard for a variety of mission-critical applications. About the Author Dr. Zach Murphree is VP of Technical Partnerships at Velo3D. His background includes engineering roles for energy companies, where he was in charge of introducing metal additive manufacturing technology to a Fortune 500 energy company. He earned Bachelor of Science and PhD degrees in Aerospace Engineering from the University of Texas and has been granted more than 35 patents. For more information on support-free 3D metal printing visit https://www.velo3d.com/. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com November 30, 2020 at 09:02AM Argonne National Lab Tests Weather Stations with Low-Cost Sensors and 3D Printed Components11/30/2020 Argonne National Lab Tests Weather Stations with Low-Cost Sensors and 3D Printed Components https://ift.tt/3qcE5qE For two years right out of college, I worked as an associate producer at a local CBS affiliate, and spent a lot of time learning the ins and outs of the TV station. I was mostly writing the anchor scripts, but I always loved watching the meteorologists, I thought their job was just fascinating. Weather stations all around the country, equipped with sensors and other instruments, monitor all the conditions, such as air temperature, precipitation, and wind speed, that go into these live forecasts. But these stations can also be valuable research tools for topics such as renewable energy generation and farming, to name a few. Unfortunately, commercial stations are pretty expensive, which means they collect less climate data that’s available to fewer people. But a team of researchers with the University of Oklahoma and the US Department of Energy‘s Argonne National Laboratory recently published a study in which they created and evaluated a weather station made with less costly costly sensors and 3D printed parts, to see if it could perform as well as a commercial station.

Location of the 3D printed weather station relative to the Oklahoma Mesonet. (Image courtesy of Google Earth) The project leader was Adam K. Theisen, who was with the university when the project began but continued on after joining the team at Argonne as an atmospheric and Earth scientist. The team compared their 3D printed weather station with a commercial-grade version from Oklahoma Mesonet, a major network of environmental monitoring stations created and implemented by scientists at the University of Oklahoma and Oklahoma State University.. In order to gain a true sense of how accurately the 3D printed station would perform in real-world conditions, the comparative study went on for eight months, funded by the university’s Cooperative Institute of Mesoscale Meteorological Studies (CIMMS).
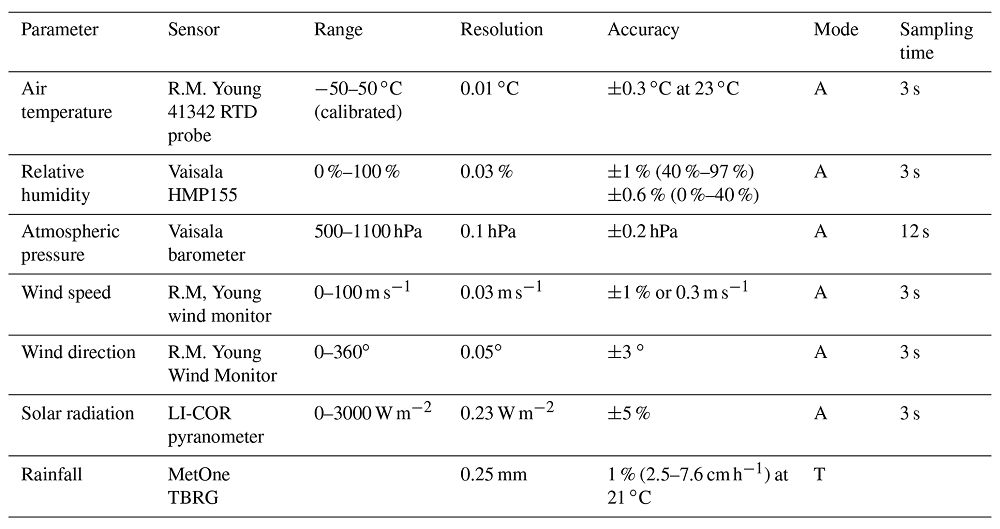
Oklahoma Mesonet instrumentation. Mode definitions: I=instantaneous measurement; A=average over time; T=total. Temperature accuracy does not include the added uncertainty from the radiation shield. Students at the university 3D printed over 100 parts for the weather station by following the open source plans that the 3D-Printed Automatic Weather Station (3D-PAWS) Initiative at the University Corporation for Atmospheric Research (UCAR) had created. They determined that acrylonitrile styrene acrylate, or ASA, would be a more durable filament for the outdoor parts than the typical choice of PLA, and got to work. The 3D-PAWS Initiative had previously determined that low-cost, homemade weather stations were a promising possibility, but these new systems feature 3D printed parts, paired with inexpensive sensors, for the first time in this series of experiments, though we’ve definitely seen 3D printed weather stations before. 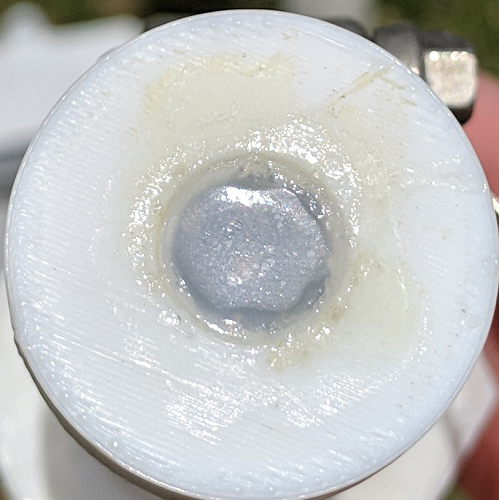
Ultraviolet index sensor using a plastic covering cut from a freezer meal tray. This image taken at the end of the study shows yellowing of the glue used to seal the edges. After about five months, the 3D printed weather station was starting to show a little wear and tear, with parts degrading or even breaking, and the relative humidity sensor first corroded, and then failed. But, it’s not all bad news—the measurements it did capture approximately equaled those from the commercial Oklahoma Mesonet station.
The researchers found that the low-cost sensors they used in the 3D printed weather station were able to accurately measure pressure, rain, relative humidity, temperature, and UV. A few of the plastic 3D printed instruments, such as the anemometer for measuring wind speed, did not hold up quite as well in outdoor Oklahoma from the months of August to April 2018, which featured snow, strong rain, and temperatures from as low as 14°F all the way up to 104°F. But, with better print quality, the team believes they would do better. 3D printing can be very useful when it comes to fabricating specialized components and replacement parts in remote areas. Additionally, if a less expensive sensor breaks after a short period of time, the budget is still lower, and this type of weather station could actually be feasible for a location in a more isolated location like the desert. 
3D printed weather station initial installation in the field. This project served two important purposes: not only did it confirm that a 3D printed weather station could offer accurate results, but it was also an important educational tool.
(Source/Images: Argonne National Laboratory) Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com November 30, 2020 at 08:32AM
https://ift.tt/33s5080
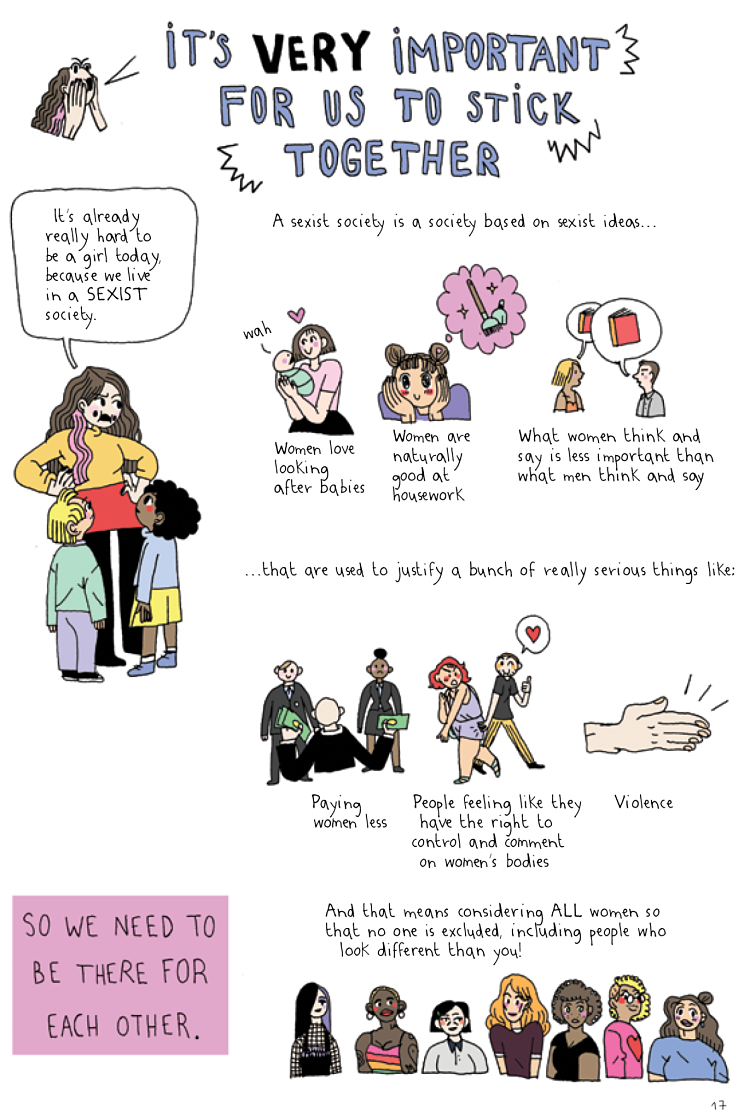
The League of Super Feminists https://ift.tt/3ltIG4o Why does feminism matter? Are feminists man-haters? While feminism isn’t a new thing—the official “first wave” was now more than a century ago—questions like this are still being asked, and need to be addressed. Today, feminism is a multifarious thing that often takes many different meanings: one feminist might be strongly opposed to prostitution since they see it as a form of violence aimed at women; another might term it “sex work” and take the view that it’s a valid choice when it comes to how to make money. There are many such discrepancies between various feminist factions (Liberal, Radical, Separatist, and so on); but the fundamental, broader questions that those who are only just learning what the word “feminism” means remain largely the same. As well as answering questions, the engaging and dynamic dialogue (translated from the original French by Aleshia Jensen) not only answers certain questions, but encourages young people to ask more of their own about the ideas we’re all fed around identity and gender.
Printing via People of Print https://ift.tt/2DhgcW7 November 30, 2020 at 08:29AM NASA Announces Collaborations to Advance 3D Printing Technologies for Space Exploration https://ift.tt/3mm9BQR In only four years, NASA astronauts are expected to land on the Moon as part of the space agency’s ambitious Artemis program that will use innovative technologies to explore more of the lunar surface than ever before. In the 18 months since NASA accepted the bold challenge to accelerate its sustainable exploration plans, the agency has continued to gain momentum toward sending humans to the Moon again, and for the first time since the last Apollo lunar mission in 1972. Now, it has selected 17 U.S. companies to mature industry-developed space technologies for the Moon and beyond. Five out of the 20 partnerships will seek to advance additive manufacturing (AM) technologies, materials, and processes to accelerate the development of emerging space capabilities. Among them, a 3D printing system for the Artemis lunar exploration program; better engine designs through metal AM; advanced large-scale directed energy deposition (DED) of high-strength aluminum alloys for complex rocket components, and more.
ISRU-based robotic construction technologies for lunar and Martian infrastructures. Image courtesy of NASA The collaborative project selections are part of NASA’s STMD’s Announcement of Collaboration Opportunity (ACO). A solicitation for innovations that help reduce the development costs of space technologies and accelerate the infusion of emerging commercial capabilities into future missions. The selected projects will be governed by unfunded Space Act Agreements between the companies and NASA. In fact, to support the agreements, the businesses will gain access to NASA resources, like expertise and testing facilities, that carry an estimated value of $15.5 million. Various NASA centers will work with the selected companies, which range from small businesses to large aerospace corporations, and even a previous NASA challenge winner, to provide expertise and access to the agency’s unique testing facilities. Here are the selected companies that will use 3D printing technology as the basis of their projects:
These partnerships complement NASA’s Artemis program and help prepare the agency for its future exploration endeavors. With these agreements and NASA’s 2020 Tipping Point partnerships, STMD is slated to support the technology developments needed to establish a sustainable presence on the Moon and for future crewed missions to Mars. By promoting and facilitating the use of space through innovative technical goals, like these, exploration beyond Earth’s atmosphere can become a tangible reality for many countries and private companies and will help humanity achieve its most ambitious space exploration challenges. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com November 30, 2020 at 08:02AM
https://ift.tt/2JxsxNG
Visitech Launches First-of-its-Kind DLP for Powder Bed Fusion 3D Printing https://ift.tt/37lHRp1 In my round up of virtual booth visitations at Formnext, I briefly touched on an exciting new innovation from Visitech Engineering, a Norwegian manufacturer of digital light processing (DLP) systems for printed circuit board (PCB) manufacturing, as well as for 3D printing. I learned that, at the event, Visitech had announced the launch of a new series of products that apply DLP not just to photopolymer resins, as usually the case with DLP 3D printing, but for infrared powders, similar to selective laser sintering (SLS). For the full story, I was filled in by Adam Kunzman, the president of Keynote Photonics, which designs DLP technology and distributes Visitech products. As a part of the projector manufacturer Davis, Visitech has been in the business of manufacturing projector technology since 1985, introducing its first DLP projector in 1996. Spun out of Davis’s R&D lab in 2001, Visitech didn’t begin targeting the additive manufacturing market until 2010. By 2017, Visitech had an additive manufacturing (AM) line, LUXBEAM RAPID SYSTEM LRS, and was attending 3D printing tradeshows. At Formnext Connect in 2020, Visitech took its DLP technology even further with a new DLP printhead for PBF, as well as a reference motion stage for installing up to four DLP printheads for PBF. Visitech’s technique uses a DLP projector to cast near-infrared (NIR) rays onto a bed of polymer in order to fuse entire layers at a time. 
The LRS-MCx-WX-NIR near infrared DLP projector for PBF 3D printing. Image courtesy of Visitech. This is an exciting development because, up until now, the vast the majority of powder bed fusion (PBF) systems use a laser to sinter particles of polymer powder point by point. It’s what the PBF leader EOS relies on and is the backbone of the polymer divisions of nearly all 3D printing service bureaus. This paradigm was already disrupted by HP when it released its Multi Jet Fusion (MJF) technology, which combines binder jetting and PBF. MJF first sees inkjet heads deposit a binder material that allows infrared heat lamps to bind the polymer. While it has been slower to enter the market, Xaar has developed a similar technology called high speed sintering (HSS). 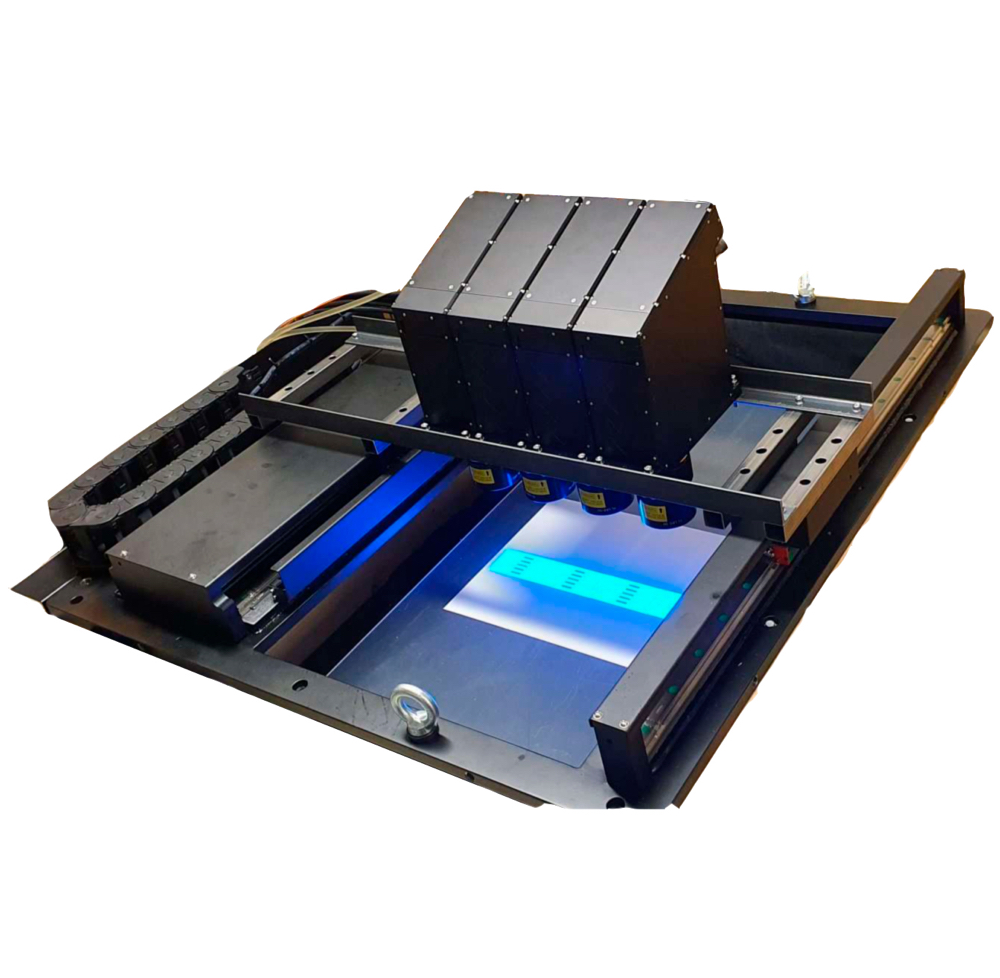
VISITECH’s LRS-MCx Reference Motion stage can use up to four UV DLP projectors or two NIR projectors. Image courtesy of Visitech. In essence, Visitech is adding a third option to those wishing for an alternative to SLS for polymer PBF. Instead of infrared heat lamps, Visitech’s DLP projector casts NIR rays onto a bed of polymer powder to fuse entire layers at a time. We may actually see this DLP technology impact PBF similarly to how DLP impacted traditional stereolithography, allowing for much faster 3D printing than possible with a single laser. Perhaps even more interesting is the release of a multi-projector system that companies can use to build up their own UV or NIR DLP 3D printers. Whereas a single NIR projector might be used for research and development purposes, such as exploring new materials, this multi-projector reference motion stage would be more ideal for businesses wishing to roll out a complete 3D printing system.
The reference motion stage that Visitech is unique even beyond the NIR technology. If it is outfitted with multiple UV projectors, it’s possible to 3D print large areas of photopolymer material. The closest market equivalent would be MOVINGLight technology from Prodways; however, even Prodways’ process relies on a step-and-repeat method In contrast, Visitech’s product is a continuous back and forth motion, with the projectors scrolling across the build area and then returning to their starting position, casting light again on the return. The build volume of the scrolling NIR multi-projector system is 560 x 446 mm (22″ x 18″) on the X and Y axes. In contrast, the UV system can be configured with a build volume that ranges from 498 x 644 mm to 646 x 381 mm (20″ x 25″ to 25″ x 15″). Unlike the UV system, which can incorporate up to four projectors, the NIR version can only incorporate up to two. Kunzman also noted how Visitech’s history lends itself to equipment capable of actual manufacturing:
Both the UV and NIR projectors rely on DMD chipsets from Texas Instruments. The UV systems are compatible with a variety of lenses that allow for resolution of under two microns and up. In contrast, the NIR system is compatible with a 1.85x lens for 830 nm wavelengths and a 16X lens for 1064 nm wavelengths. However, Kunzman explained that this will be expanded in the future. The NIR DLP system is capable of optical power output of up to 120 W, which compares to industrial SLS systems that rely on lasers that put out 1kW of power or more. Depending on the ability of materials to absorb light (black absorbing greater amounts of light more quickly than brighter tones), the exposure time may need to be longer. Kunzman pointed out that SLS would probably print quicker for contours and outlines, while Visitech’s process would be faster for more solid objects. “It becomes a power density game of which materials and the exposure time required in order to create the sintering process as required. So, if it’s five Watts per centimeter squared, that’s what’s required—and, obviously, there’s a time component to that, as well—it’s going to boil down to the material sensitivity for what is the power requirements that most people are interested in. So, if you wanted to have more power, basically, you just have a lower magnification lens and you have multiple photo heads on the gantry. That’s basically the trade-off.” So far, Visitech has at least two beta customers using the technology in the European market. The names of those companies have so far not been released to the public, but what comes of this technology will be interesting to say the least. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com November 30, 2020 at 07:32AM DSM’s Andrew Graves on His 30 Years in 3D Printing https://ift.tt/3qcUAD9 DSM’s Andrew Graves has spent over three decades in 3D printing. Starting at 3D Systems, continuing for Stratasys Direct Manufacturing and now with DSM, Graves has seen the market evolve significantly. He took on engineering, R&D and management roles, working in digital light processing (DLP) and stereolithography (SLA) mostly, but also fused deposition modeling (FDM) and sintering. His career encompasses the use, improvement, and industrialization of resins for 3D printing. Most of the time, Graves was the guy working with material scientists and customers to improve resin for many different applications. He is currently the Equipment Partnership Manager at DSM Additive, where he works together with 3D printer OEMs to develop new materials. We spoke to him about his three decades in 3D printing. Graves thinks it strange that now he often sits at the table with startup founders who were born after he joined the 3D printing industry. When he started it was a question of trying to demonstrate that the technology, mostly called rapid prototyping at the time, worked. “It was a brand new technology, and most of our work was missionary work. No one knew what it could do, how useful it was and what it could be used for. It was an exciting time,” Graves said. He was at 3D Systems for a total of 13 years. During that time he performed application support, service, installations, and later R&D in resins and powders. He then joined Solid Concepts, which he’d seen grow from a tiny firm to a sizable one and would be later bought by Stratasys. Between that time and around 2011, it was a more sedate period in 3D printing, where the technology grew in acceptance. Then came the period when “young people started companies” and “the smaller filament printers exploded in use ….and the world discovered 3D printing.” Now, is yet another exciting time as this same world “moves into production, manufacturing, reliability.” At DSM, he is a part of growing the ecosystem in 3D printing. He thinks that the best path forward is for open systems. “Especially in manufacturing, you want options. You want open. When you buy an injection mold machine, you want to run what you want to run on it. And, for 3D printing you want different materials and an open system architecture,” Graves said. His job now mainly consists of helping to develop new, more functional materials and work with companies to implement them for all sorts of applications. “I believe in partnerships that give the customer the full solution that they need: printers, software and materials—covering all that the customer needs for the application.” As well as performing customer and OEM visits, “I get to play with a lot of printers and measure a lot of parts for accuracy and low shrinkage,” Graves said. Whats new for DSM is that, along with SLA, the company is offering more and more DLP and LED resins. With more focus on different wavelengths and light sources, they’ll have a broader portfolio. Even though he knows that desktop SLA is growing rapidly, the company’s focus is on manufacturing and larger systems for now. Overall, their universe has gotten a lot bigger with “over sixty companies that now provide materials for SLA and DLP and over 170 startups” in the space. He points out that most of the resins are commoditized and few players are working on application-specific and really breakthrough products. Most resins are also just “acrylate based and not things like acrylate urethanes” or materials that “have two photoinitiators and two materials to enable the printing of larger parts.” For DLP and the desktop, he really sees that a change in materials will be needed to “improve process accuracy and reduce distortion in parts or we’ll have the same distortions, curling and shrinkage problems that we had in SLA before.” The answer to this is “hybrid resins that are acrylate and epoxy ,with those two chemicals and two photoinitiatiors working together to improve outcomes.” He sees these blends as being able to solve the problems of the emerging desktop and new SLA and LCD industrial systems in part size and quality.
“Our Somos Quick Gen 500 is an example of a material that is not only a low-cost resin, but it post-processes quickly and prints fast as well. It also has good elongation, is flexible, has good spring back, but it’s stiffer than elastomers,” Graves said. That kind of an application-filling resin could be a lot of company’s internal “draft” resin or could enable new production cases in very specific use cases. By working on developing multiple qualities the firm is betting that feature-rich photopolymers will attract loyal customers.
Another example is the recently launched Somos Watershed Black, “which brings true piano blacks to a popular SLA resin that has good clarity, accuracy along with low moisture uptake.” Quicker to print than other black resins it has real advantages in applications such as automotive prototypes and housings for consumer electronics. Another exciting area is their work in biocompatible resins for SLA and DLP for the bioprinting and medical markets. On the whole, good qualities that he seeks out for resins that deliver on final part qualities are “repeatability, good sidewalls, good accuracy, good surface finish.” Graves added, “You can use any printer to make a shape but it is difficult to make a functional part with good process accuracy. Open companies like Origin are a great example. These firms coupled with software and materials is the way to move into manufacturing.” He likes that desktop SLA printers are growing the market and giving young people access to the technology. Several resins would work well on desktop systems and they want to do more with desktop printers in the future. Famously, DSM has an application focus and “finding those verticals that can benefit most from AM in aerospace and automotive” while navigating regulations and compliance has been a big part of his job. He’s also very excited about connectors, electrical components, medical generally, as well as manufacturing. But, the right materials are not the only challenge. Graves is also trying to work with all the major post-processing companies where he sees gains for 3D printing to be had. “Automated part removal, new build platform insertion, automated post-processing, automated support removal require another combination of the right materials with the right print technology and automation.” The biggest changes he has seen is in just how manufacturing ready the technology is now “with parts that I can throw at a wall and have higher HDT’s.” Accuracy and the range of materials has really increased. Now, he’s also seeing people reinvent old processes and bring to market completely new technologies and machines. He thinks that SLA and other vat polymerization technologies have a laser-bright future: “What other technology can make one-meter by half-a-meter parts with good mechanical properties, a beautiful surface finish, that you can drop into a car or prototype. It’s SLA, the most beautiful technology,” Graves concluded. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com November 30, 2020 at 07:02AM 3D Printing Webinar and Virtual Event Roundup: November 29, 2020 https://ift.tt/3fLw0V7 While there are no more webinars for the month of November, we have plenty coming up this week when it switches to December. Topics including 3D software updates, cloud-based solutions, 3D printed medical applications, CAD/CAM automation, and more. Read on for all the details! Materialise Think-In: What’s New in Magics 25
Materialise recently held a Think-In Launch Event, where company executives announced some new software and hardware solutions, such as an e-commerce Materialise Storefront and Materialise Process Tuner software. Another announcement was about the latest features in Materialise Magics software, but if you missed the launch event, never fear: the Think-In Series continues this week with webinars focused entirely on Magics 25. Two “What’s New in Magics 25” webinars will be held on Tuesday, December 1st, one in English and one in German. You can register for one of these webinars here. Covestro Talks Biomass and Circular Economy
Global polymer company Covestro hopes to be a pioneer in raw materials, such as biomass, that can help ensure the future of the planet. On December 1st, from 7-8 am EST, the company will be holding an interactive live webcast to discuss current developments and future perspectives for biomass use. Biomass expert Professor Henk Noorman, from the Technical University and DSM Biotechnology Center in Delft, along with Covestro’s Dr. Christian Haessler, head of the global Circular Economy program, and Dr. Vera Eßmann, company expert for renewable resources, will discuss how Covestro and its partners use renewable resources and open new sources for raw materials in international R&D projects.
You can register for the webcast here. 3DEXPERIENCE WORKS: Cloud-Based Solutions for Design
Also on Tuesday the 1st, at 11 am EST, Dassault Systèmes is holding a webinar called “3DEXPERIENCE WORKS – Cloud-Based Design,” which is meant to introduce the design tools that will help users create ideas by simplifying and expediting difficult modeling tasks with the design data stored in the 3DEXPERIENCE cloud. Attendees will learn how to easily and accurately create complex shapes for industrial and mechanical design, develop sheet metal components, offload rendering tasks to the cloud, and more.
You can register for the webinar here. Introduction to Polygonica Webinar
Polygonica, a component software library for advanced polygon meshes from MachineWorks, is used by companies in multiple industrial markets to solve their difficult 2D and 3D geometrical problems. Some of its main functions include Booleans, data reduction, defeaturing, healing, mesh analysis and remeshing, point-cloud manipulation, offsetting, and more. This week on December 1st, 2nd, and 3rd, Polygonica is holding a webinar that will provide a brief introduction to its main functions, and how they can be used in multiple industries.
The Tuesday webinar takes place from 3-4 am EST, while the Wednesday session is from 5-6 am EST. The webinar on Thursday, December 3rd goes from 12-1 pm EST. Additive Manufacturing European Conference 2020
This year’s edition of the Additive Manufacturing European Conference (AMEC) by CECIMO will be held online from 5-6:30 am, EST, on December 2nd. The event will be shining the spotlight on how combining AM solutions with digital supply chains can be beneficial, and senior industrialists, as well as Members of the European Parliament, will speak with a diverse audience about the future of additive manufacturing, and how it represents a more mature solution to building strong supply chains in Europe.
You can register for AMEC 2020 here. Remote Manufacturing with CAD/CAM Automation
Also on December 2nd, Modern Machine Shop is hosting a webinar, “Using CAD/CAM automation to enable remote manufacturing,” at 2 pm EST. Attendees will learn how they can use CAMWorks to increase their efficiency, reduce disruptions, and how to use solutions for smart manufacturing, automation, and remote/distance manufacturing to change up the landscape of the industry. Marc Bissell, Senior Applications Specialist for HCL America, has spent over three decades working in the CAD/CAM and manufacturing industries, and will present this webinar.
You can register for the webinar here. Exactech’s Active Intelligence Technologies for Surgeons
Orthopedic implant device maker Exactech is holding a webinar on Thursday, December 3rd, from 8-9 pm EST, entitled “Mankind vs. Machine: Smart Solutions to Augment Today’s Joint Surgeon.” A group of knee and shoulder replacement surgeons—Joseph Zuckerman, MD; Ryan Simovitch, MD; Moby Parsons, MD; Richard Jones, MD; and James Huddleston, MD—will join together as panelists during the presentation to discuss how to use Exactech’s Active Intelligence to find solutions to joint reconstruction.
You can register for this webinar here. 3D Systems Webinar on Design Freedom
The final webinar this week, also held on Thursday the 3rd, is by 3D Systems, featuring Node Audio, and called “Using Design Freedom to Inspire New Products.” Industrial designers David Evans and Ashley May, who co-founded Node Audio, will discuss how using SLS 3D printing technology helped them create a successful business and was the only viable way to create and launch their critically acclaimed HYLIXA loudspeaker. Topics in the webinar, which will begin at 10:30 am EST, include material selection criteria, how the product concept was identified, product development and post-processing, and more.
You can register for the webinar here. Do you have news to share about any future webinars or virtual events? Please let us know! Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com November 29, 2020 at 07:52AM 3D Printing News Briefs November 28 2020: Thinking Huts nScrypt Alloyed ASTM International11/28/2020 3D Printing News Briefs, November 28, 2020: Thinking Huts, nScrypt, Alloyed, ASTM International https://ift.tt/33lIPQP We’re covering a variety of topics for you in today’s 3D Printing News Briefs. A nonprofit organization is developing a pilot project to build a 3D printed school, while nScrypt is introducing an aerosol jet tool head and a new 5-axis 3D printer is available on Indiegogo. Alloyed has invested in an important technology for the analysis of metal 3D printing. Finally, we’ll give you a brief overview of last week’s ASTM International Conference. Thinking Huts 3D Printed School Pilot Program
Colorado-based 501(c)(3) nonprofit Thinking Huts, which was founded by female entrepreneur Maggie Grout in 2015, uses humanitarian-driven technology to make education more accessible, and is partnering with sustainability-focused architectural design firm Studio Mortazavi to create a pilot project that aims to build what it says is the world’s first 3D printed school. The two plan on breaking ground for the school in the southern region of Madagascar sometime next year, and are using 3D printing to lower costs and time, while also showing that this more sustainable form of manufacturing can help support financial and geographic access to education in order to help break the cycle of poverty. Madagascar was chosen because of its potential for solar energy, political stability, and economic growth opportunities, and the pilot school in this program will be a hybrid design, with only the walls 3D printed (so not the entire building), and locally-sourced construction materials will be used to build the other parts of the school, like the doors and roof.
nScrypt Introducing Aerosol Jet Print Head
Introduced in 2018, the Factory in a Tool (FiT) 3D printing system by nScrypt features multiple tool heads for a versatile manufacturing solution, and now it’s adding another one. The company has announced the availability of its new IDS aerosol jetting print head, the NanoJet, which is able to print features that are 10 µm to 200 µm wide in electronics applications, such as resistors, conductors, and dielectrics. By integrating aerosol jet 3D printing into its FiT systems, users will be able to print higher off the substrate, as they’ll be able to achieve a material dispensing range that’s further away from the print surface; this will be especially useful in applications that require thick films with varying features
Indiegogo Campaign for 5-Axis 3D Printer
A team of designers, electronics engineers, machine operators, and programmers came together to form the Five-Axis 3D Printer project, in the hopes of opening up the rest of the world to the potential of five-axis additive technology. They created the Epit 5.1, a delta-style FDM printer with five working axes which enables support-less 3D printing, and are currently running a crowdfunding campaign for the system on Indiegogo, which ends on December 10th. The printer’s “desktop” is able to lean and turn to change its position in space, so supports aren’t necessary, and the team says that with the Epit 5.1, users can see an average of 26% less material costs. With a closed chamber, 240 x 240 x 240 mm build volume, and 130 mm/sec print speed, the Epit 5.1, which uses a slicer that the team also created, is currently presented in just one size, but the team is already working on requests for a version with a larger print area. Quote request Are you looking to buy a 3D printer or 3D scanner? We're here to help. Get free expert advice and quotes from trusted suppliers in your area. Powered by Aniwaa
The Epit 5.1 Indiegogo campaign ends on December 10th. The first buyer can get the five-axis 3D printer for €8,000, which is a savings of 33%. Alloyed Invests in Metal AM Analysis Technology 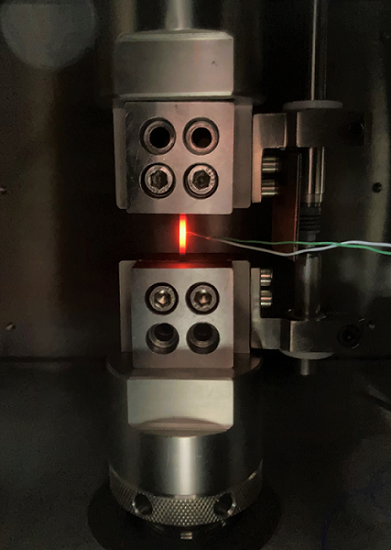
ETMT hot sample End-to-end metal additive manufacturing specialist Alloyed announced its latest strategic investment: it has acquired an Electro-Thermal Mechanical Testing (ETMT) machine for £300K, which makes it one of just a few private companies in the world to offer it as an in-house benefit for customers. The system was installed about one month ago at the company’s Oxford laboratory, where all Alloyed characterization, research, and testing take place, and means that Alloyed is able to offer its clients several metal tests that it would otherwise be unable to provide, such as fatigue tests, tensile and compression tests, and creep, or stress-rupture, tests. The Joule effect controls the temperature of the test sample, which means that it can achieve temperatures over 1000°C, and the ETMT is able to perform in-situ heat treatments and cycle the temperature, thanks to its ability to quickly heat up and cool down samples.
Recent ASTM’s ICAM 2020 Featured 300+ Presentations
The ASTM International Conference on Additive Manufacturing (ICAM 2020), sponsored by ASTM International’s Additive Manufacturing Center of Excellence (AM CoE) and 12 ASTM technical communities, took place last week, and almost 600 attendees, global industry experts, and leaders from over 30 countries attended the virtual scientific conference. It was ASTM’s fifth flagship event focused on certification, standardization, and qualification in the AM process chain, and more than 300 presentations and ten panel sessions discussed the role the technology plays in major industries like construction, energy, defense, transportation, aviation and spaceflight, oil and gas, and medical. Seven prestigious awards, such as the Award of Excellence in Research, were presented, as well as ten Young Professionals Awards. Out of 55 student presentations, four students received awards.
ICAm 2021 will be held November 1-5, 2021, hopefully in-person this time. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com November 28, 2020 at 07:04AM
https://ift.tt/36eOFWl
Shed Of Yun https://ift.tt/3mcI6ZX Shed of Yun is the artist name of Dayoung Yun (as she makes most of her work from her shed in her back garden). Dayoung is a S. Korean-born American artist based in Kent, who has been honing her linocut and illustration practice since the first Covid Lockdown in the UK. Originally, she graduated from the Academy of Art University, San Francisco, with a Fine Arts degree in Graphic Design and Advertising. Dayoung had been working in the creative industry for the past 15 years before she fell in love with linocut and the process of printmaking.
Printing via People of Print https://ift.tt/2DhgcW7 November 27, 2020 at 08:21AM |
Categories
All
Archives
April 2023
|
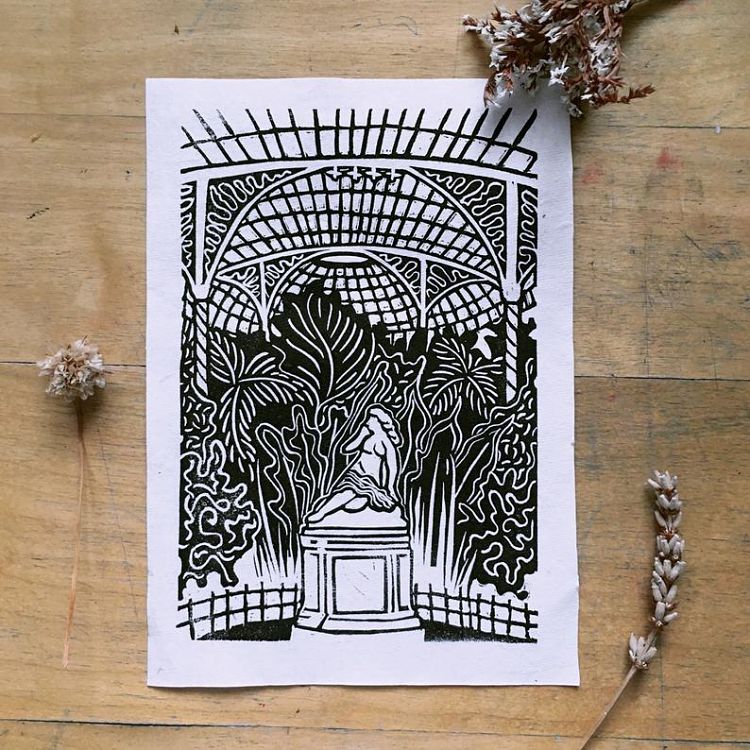 Like many, Ella first encountered the relief printing process while at school, but it was not until three years later, in 2016, that Burin & Plate began in earnest. As an art history student at the University of York, it was while studying eighteenth century printmaking that an interest in the linocut process was reignited. Her first blocks, produced in cramped university hall bedrooms, took as their subject the ancient city of York and her hometown of Dudley. The therapeutic process of carving and printing offered welcome relief from Ella’s studies, and continues to be a calming, meditative exercise.
Like many, Ella first encountered the relief printing process while at school, but it was not until three years later, in 2016, that Burin & Plate began in earnest. As an art history student at the University of York, it was while studying eighteenth century printmaking that an interest in the linocut process was reignited. Her first blocks, produced in cramped university hall bedrooms, took as their subject the ancient city of York and her hometown of Dudley. The therapeutic process of carving and printing offered welcome relief from Ella’s studies, and continues to be a calming, meditative exercise.
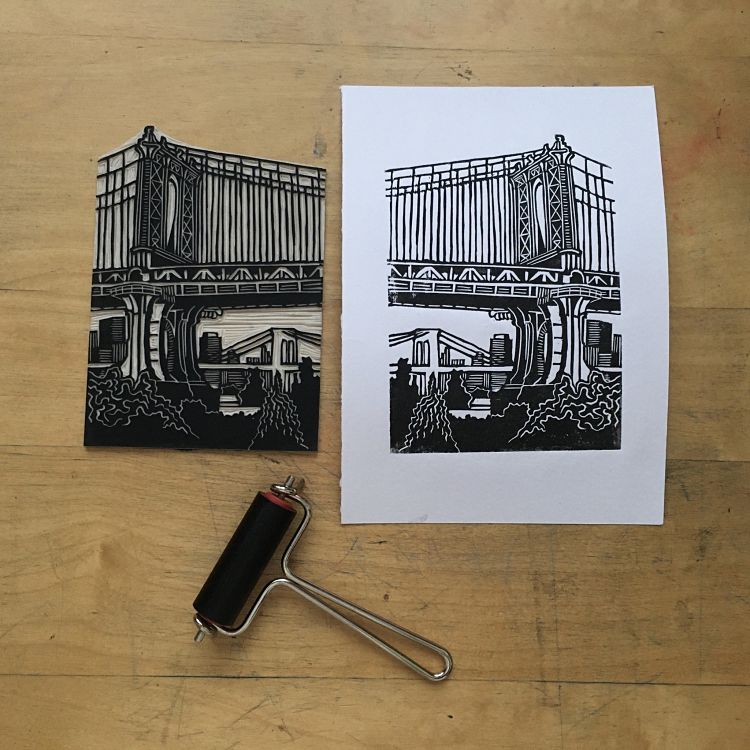 Now, four years later, Burin & Plate’s linocuts continue to draw their subjects from photographs and observational sketches of places that hold special memories. This has acquired added poignancy during recent lockdowns: being able to travel through these prints, and sharing this with her Instagram followers, has offered much-needed escapism. Lockdown and its increased free time has allowed Burin & Plate to hone old techniques and experiment with new ones, including multi-block printing. Inspired by the work of her printmaking hero, Oskar Kokoschka, a recent project has been a series of mini portraits of favourite actors, authors, and musicians.
Now, four years later, Burin & Plate’s linocuts continue to draw their subjects from photographs and observational sketches of places that hold special memories. This has acquired added poignancy during recent lockdowns: being able to travel through these prints, and sharing this with her Instagram followers, has offered much-needed escapism. Lockdown and its increased free time has allowed Burin & Plate to hone old techniques and experiment with new ones, including multi-block printing. Inspired by the work of her printmaking hero, Oskar Kokoschka, a recent project has been a series of mini portraits of favourite actors, authors, and musicians.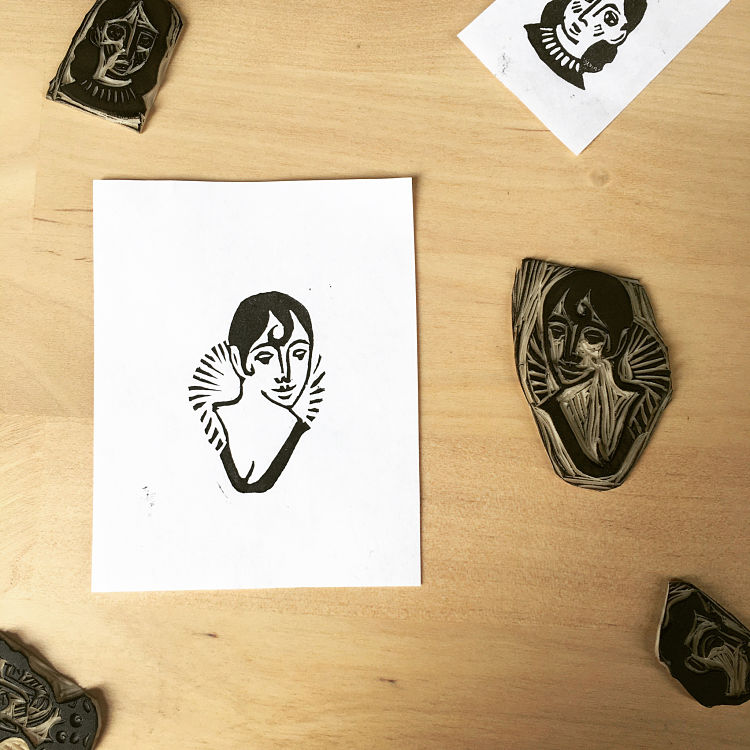 Ella is fascinated by print’s ability to create multiple original artworks from a single block. The knowledge that her work hangs in homes around the world is, she believes, one of the most rewarding aspects of art-making. Her practice continues to be informed by the desire to form meaningful connections with her audience through the places she depicts and the memories they conjure up.
Ella is fascinated by print’s ability to create multiple original artworks from a single block. The knowledge that her work hangs in homes around the world is, she believes, one of the most rewarding aspects of art-making. Her practice continues to be informed by the desire to form meaningful connections with her audience through the places she depicts and the memories they conjure up.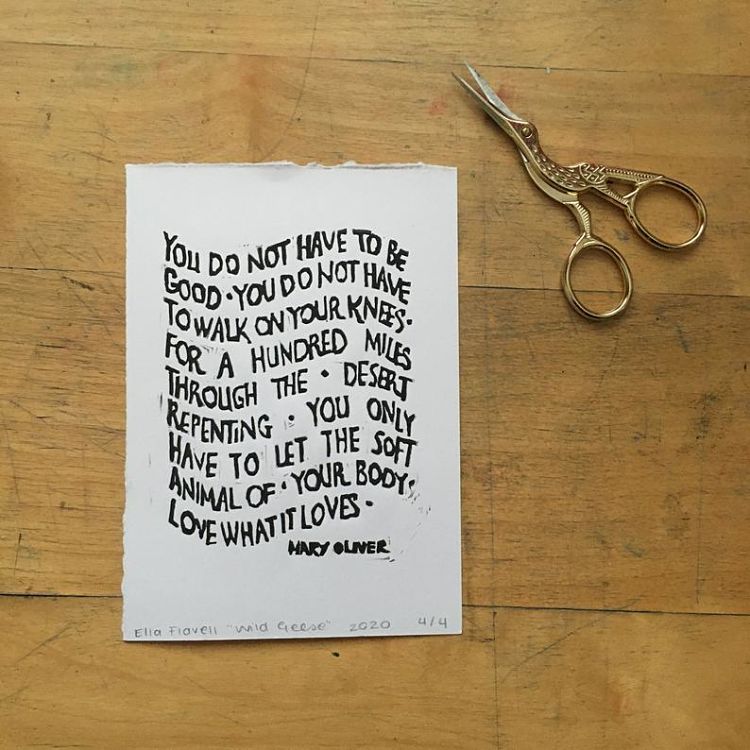

 It’s those questions that French cartoonist Mirion Malle aims to help answer for kids and younger teenagers in her new book,
It’s those questions that French cartoonist Mirion Malle aims to help answer for kids and younger teenagers in her new book, 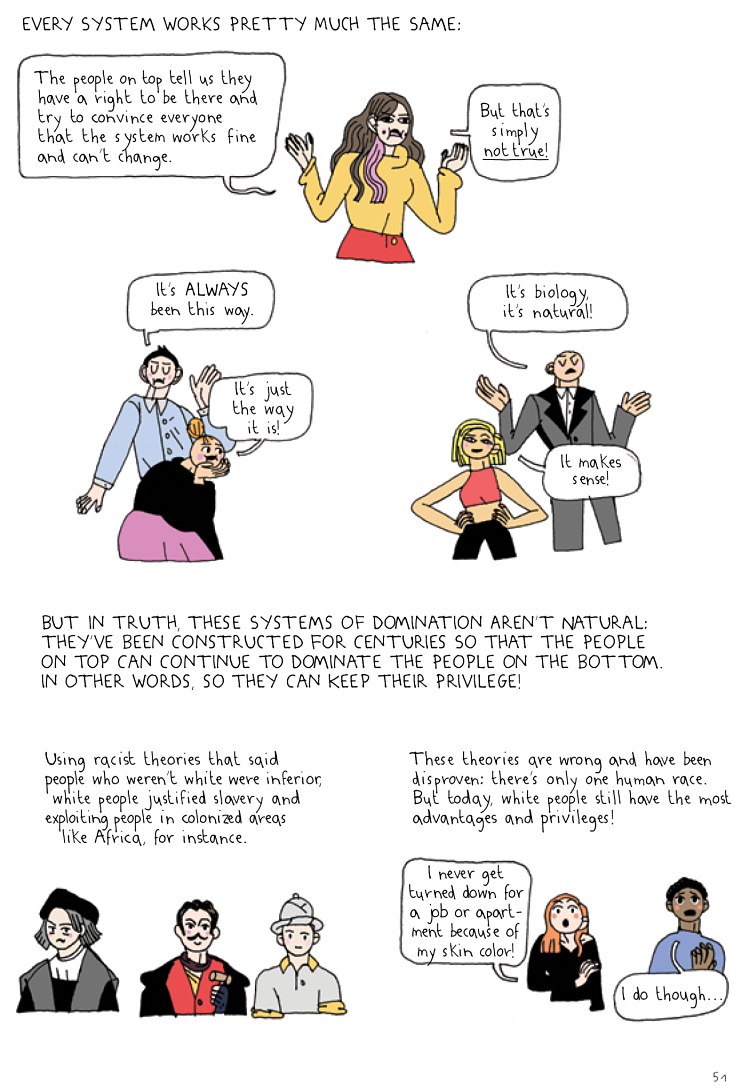 Looking to act as a primer on feminism’s central tenets and media literacy (the practices that allow people to access, critically evaluate and create or manipulate media); The League of Super Feminists covers topics such as consent, intersectionality, privilege, body image, inclusivity and more.
Looking to act as a primer on feminism’s central tenets and media literacy (the practices that allow people to access, critically evaluate and create or manipulate media); The League of Super Feminists covers topics such as consent, intersectionality, privilege, body image, inclusivity and more. As publisher Drawn and Quarterly puts it, the comics “transport lofty concepts from the ivory tower to the eternally safer space of open discussion”. Vitally, it isn’t patronising, but also doesn’t shy away from using humour as a tool for learning: we see, for instance, why fairytale knights and princesses might be a little dicey when it comes to consent; the problems with cat-calling; nd the fact that “no matter how women dress there seems to always be someone ready to call it out.”
As publisher Drawn and Quarterly puts it, the comics “transport lofty concepts from the ivory tower to the eternally safer space of open discussion”. Vitally, it isn’t patronising, but also doesn’t shy away from using humour as a tool for learning: we see, for instance, why fairytale knights and princesses might be a little dicey when it comes to consent; the problems with cat-calling; nd the fact that “no matter how women dress there seems to always be someone ready to call it out.”
















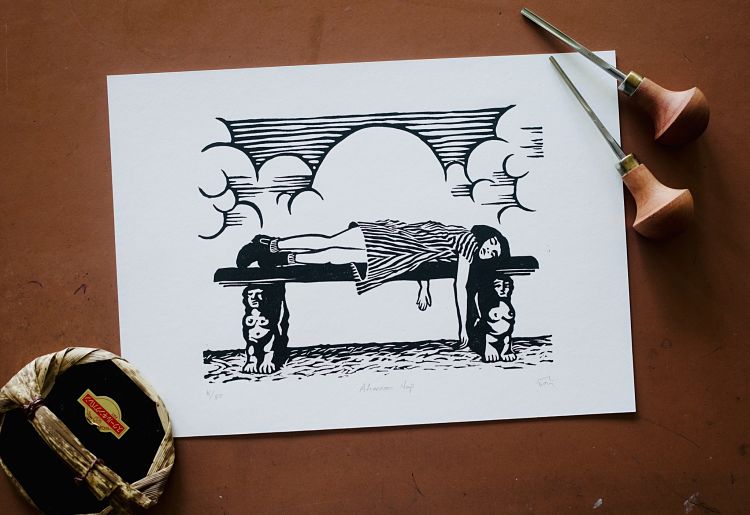
 S. Korean heritage and motherhood are often the subject matter of her prints. “I love the restrictive linoleum material which forces me to think in shapes and simplified formats to express complicated emotions like my Korean childhood memories, homesickness during current pandemic, or mindfulness I gain through my continuous study of Buddhism” says the printmaker.
S. Korean heritage and motherhood are often the subject matter of her prints. “I love the restrictive linoleum material which forces me to think in shapes and simplified formats to express complicated emotions like my Korean childhood memories, homesickness during current pandemic, or mindfulness I gain through my continuous study of Buddhism” says the printmaker.
 In Dayoung’s recent project, Korean Ajumma Series, (Ajumma is translated as old lady in Korean), she aimed to depict beauty in hard working women in their 40-60s, most of whom are the main breadwinners of the family. She states; “These prints reflect my homesickness for Korea, but also celebrate the true beauty in the spirit of these unbeatable mums who are giving their best to keep their family fed”.
In Dayoung’s recent project, Korean Ajumma Series, (Ajumma is translated as old lady in Korean), she aimed to depict beauty in hard working women in their 40-60s, most of whom are the main breadwinners of the family. She states; “These prints reflect my homesickness for Korea, but also celebrate the true beauty in the spirit of these unbeatable mums who are giving their best to keep their family fed”. When beginning her prints, Dayoung sketches up rough ideas in her sketchbook, using references from old photograph folders and online research. After sketching, she transfers her design onto lino using Japanese Carbon paper, and the carving begins. “I have various tools but recently I fell in love with the cheap Japanese Woodcut tool. And Flextool for tiny detail bits. And obviously Pfeils for everything else.” Hoping to get a proper press soon, for now she uses her arms and hands, and a die cut machine for smaller prints.
When beginning her prints, Dayoung sketches up rough ideas in her sketchbook, using references from old photograph folders and online research. After sketching, she transfers her design onto lino using Japanese Carbon paper, and the carving begins. “I have various tools but recently I fell in love with the cheap Japanese Woodcut tool. And Flextool for tiny detail bits. And obviously Pfeils for everything else.” Hoping to get a proper press soon, for now she uses her arms and hands, and a die cut machine for smaller prints.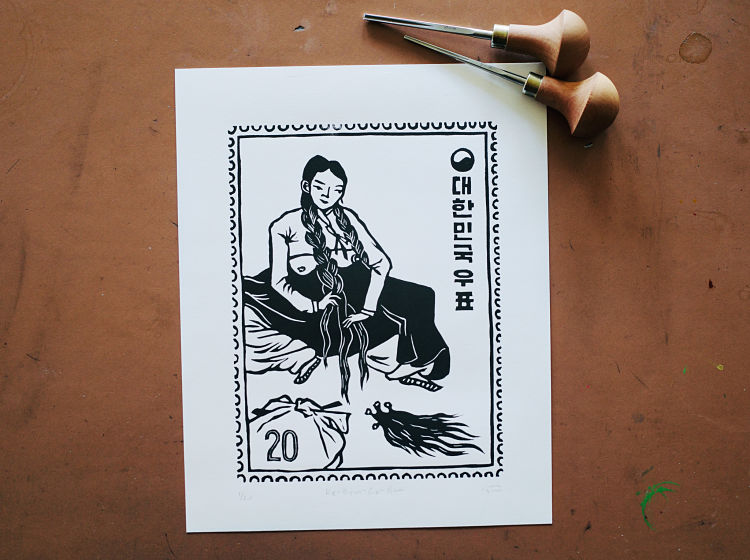

 RSS Feed
RSS Feed
