
|
http://img.youtube.com/vi/xaHK_lyIPZs/0.jpg
3D Printing Chemistry 101: Polyurethanes and Carbon’s RPU https://ift.tt/305FSSQ If you’re anything like this author, you got a C- in high school chemistry and never looked back. With a newfound interest in the topic, I’m hoping to revisit the molecular science of some of the most popular materials in 3D printing to understand them—not just in terms of applications and physical properties, but chemical makeup. In our first installment in this series, we looked at PAEK plastics, given their popularity in demanding, high-performance applications. Here we look at a specific form of polyurethane from 3D printing unicorn Carbon. What’s worth considering about Carbon’s materials and why they deserve special consideration is that, through the use of a post-print heating step, further physical properties are activated, rendering these photopolymers with characteristics akin to thermoplastics. Polyurethanes are rubber-like materials, with about 75 percent of the world’s use of the going toward rigid and flexible foams. Applications include upholstery, foam seals and gaskets, elastomeric wheels and tires, automotive suspension bushings, and more. While there are thermoplastic polyurethanes, most polyurethanes are thermosets, meaning they don’t melt when heated. In 3D printing, thermosets are the domain of vat photopolymerization technologies, which harden photopolymer resins using ultraviolet light. Polyurethanes are created via reactions between isocyanates, a class of chemicals made from derivatives of ammonia called amines, and polyols, organic materials with multiple groups of oxygen bonded to hydrogen. The polylols contribute to the flexibility of the polymer and the amount of crosslinking determines how tough or rigid 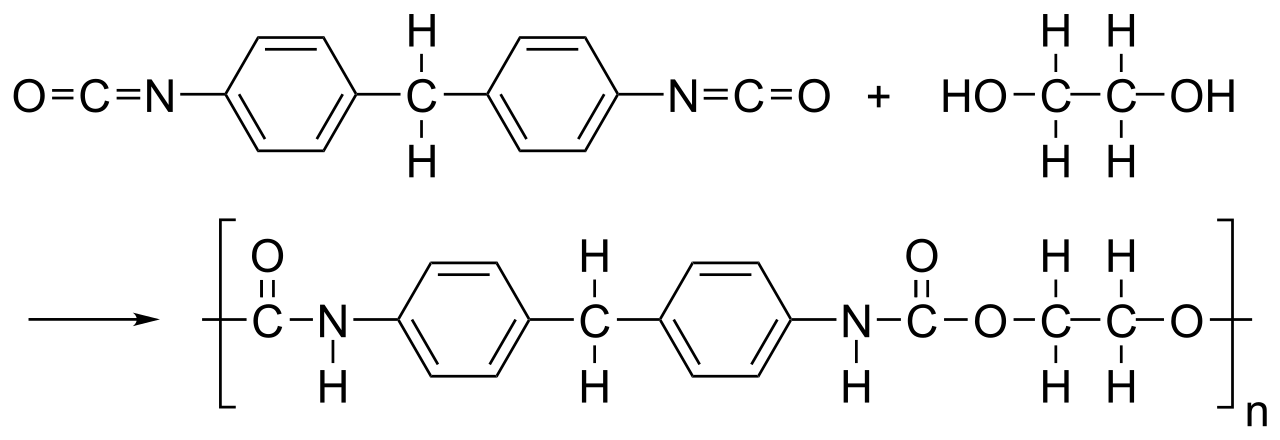
Polyurethane synthesis, in which the urethane groups NH−(C=O)−O− connect molecular units. it is. While long chains with low crosslinking result in a stretchy material, short chains with a great deal of crosslinks result in a hard one. Long chains with intermediate crosslinking create a polymer that can be useful for foam materials. In the production of polyurethanes, the isocyanates reacts with water to create urethane and urea bonds. In the case of Carbon’s RPU 130, a rigid polyurethane, these bonds are necessary for the resulting physical properties. Jason Rolland, senior vice president of Materials at Carbon, explained to 3DPrint.com, “RPU 130 is a rigid dual-cure polyurethane-urea material. The presence of urethane and urea bonds in the material allow for significant hydrogen bonding to occur. This gives the material a high degree of toughness as well as a high softening temperature.” Carbon’s Digital Light Synthesis (DLS) technology is a company-specific form of digital light projection (DLP), in which ultraviolet light is cast onto a vat of photopolymer resin and, through the use of an oxygen-permeable window, cures the material continuously at a rapid rate. This process enables isotropic physical properties, that is properties that are the same in all directions of the part. Whereas most photopolymers used in 3D printing result in weak, brittle parts more suitable for prototyping, components made with DLS feature engineering-grade mechanical characteristics due to a heating step that is applied once the printing process is complete. Carbon explained how this works:
Because of the aforementioned issues with photopolymers, they have, historically, not been suitable for end part production via 3D printing. Advances from companies like Carbon, however, are changing that. Carbon told 3DPrint.com that the properties of photopolymers results in an attempt to balance impact strength and thermal characteristics, which is less of an obstacle for thermoplastics.
As we have discussed elsewhere, there is an urgent need to shift our plastics production from fossil fuel derived sources to renewable sources. There are numerous research endeavors underway that seek to develop plant-based photopolymers for 3D printing, many of which show great promise. 
A pipe holder fastener 3D printed by assembly technology manufacturer ARaymond for automotive production. Image courtesy of Carbon. Until those materials can be scaled to commercial levels, companies like Carbon are attempting to use more renewable stock for their materials. Rolland said of Carbon’s rigid polyurethane:
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 25, 2020 at 07:32AM
0 Comments
ASTM International Proposes a New 3D Printing Standard for Data Registration https://ift.tt/3cxGiX7 ASTM International’s additive manufacturing (AM) technologies committee is developing a new standard that will help with data registration in AM processes to extract and characterize process signatures used to control variations in powder spreading, melt-pool geometry, thermal stability, layer integrity, and more. The nonprofit standards development organization develops and publishes technical standards for a range of industries, materials, products, services, and systems around the globe. The latest is the proposed creation of a common, open method to collect, process, and organize different AM data types collected by measurement devices used for monitoring laser powder bed fusion (LPBF) processes and inspecting the resulting AM parts. According to Shaw C. Feng, a member of ASTM International and technical lead for the proposed standard, industrial additive manufacturing users have just begun to understand the importance of multi-sensor, dataset registration in control processes, and qualifying parts. The standard focuses on functions that monitor and control LPBF processes, predict the material properties of the final part, and qualify other well-known part-quality requirements. All of these functions require registered datasets to be executed accurately. These datasets are generated from a variety of sources, including melt-pool images, scan paths, layer images, and XCT 3D models. In fact, Feng—an expert in manufacturing metrology and a mechanical engineer in the Life Cycle Engineering Group in the Systems Integration Division of the Engineering Laboratory at the National Institute of Standards and Technology (NIST)— believes industrial additive manufacturers need data registration to extract and characterize process signatures that are used to control variations in powder spreading, melt-pool geometry, thermal stability, layer integrity, and part quality. Among the potential users of this new standard are sensors and software developers, researchers, and AM technology users.

Standards for additive manufacturing. (Image courtesy of ASTM International) Datasets associated with the build and inspect functions include, but are not limited to, sensor data, scan commands, photographic images, thermal images, video clips, X-ray computed tomography 2D images and 3D models, CAD models, CMM point clouds, acoustic signals, accelerations, build information, part property data, material microstructural data, mechanical testing data, build data, equipment data, and production management data. More specifically, the data objects that need registration include in-situ photogrammetry and thermography and ex-situ X-ray computed tomography (XCT). According to Feng, there are three potential impacts of the proposed standard. First, more software tools for data analytics and AM product lifecycle engineering can be used easily. Second, more robust validation and certification processes for aerospace and medical industries will be available. Third, cost savings in data management, curation, and access will increase. A standard developed to register datasets is expected to speed up usage and AM capabilities, strengthening the technology and facilitating processes for users. The clear benefits of registering data are accessing validated data with known time, locations, and approvals; data alignment and fusion for process monitoring and control; detecting defects traceable to process, material, equipment parameters; AM part qualification, and understanding the AM process for developing predictive models. 
ASTM is developing new standards for additive manufacturing. (Image courtesy of ASTM International)
Throughout the last decade, ASTM International has been responsible for creating several AM standards that helped shape the growth and development of the industry. Examples include a standard that offers detailed specifications around what customers should look and ask for when buying an AM part, or a general guide providing requirements and recommendations for using the disruptive technology in product design. Currently, ASTM’s additive manufacturing committee has invited all interested parties to join in the development of this newly proposed standard and others under development. The global organization thrives on close collaborations that are crucial to ensure that standards and specifications support, and do not limit, the continued growth of emerging industries like AM. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 25, 2020 at 07:05AM
https://ift.tt/340lsvM
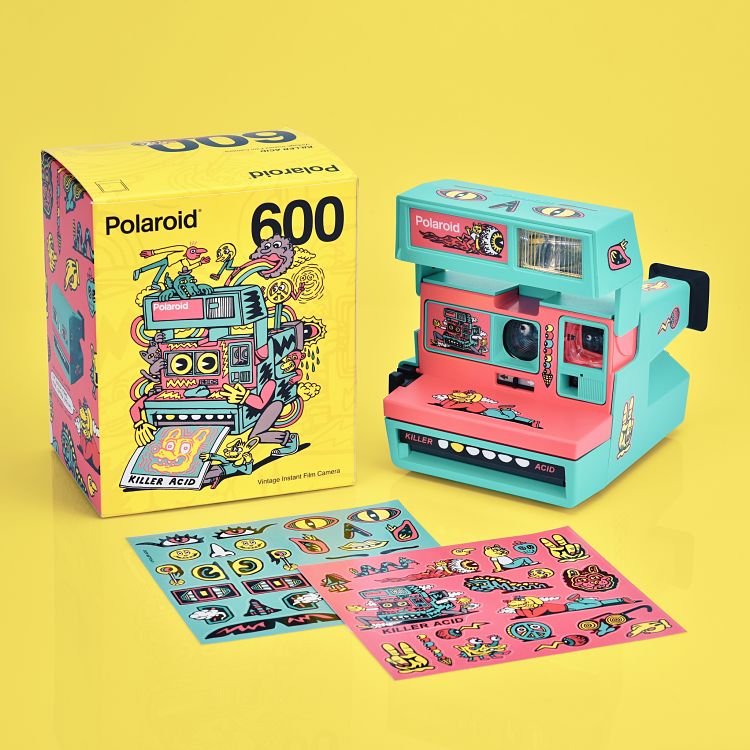
Polaroid and Retrospekt X Killer Acid https://ift.tt/3072m5U As part of their latest collaboration, Polaroid and Retrospekt have launched a new artist-lead design for their refurbished Polaroid instant cameras line, with a bold new exterior featuring the expertly twisted graphics and colours by Killer Acid.
Printing via People of Print https://ift.tt/2DhgcW7 September 25, 2020 at 04:02AM PMG highlights vision to establish USPS as preferred delivery service for American public https://ift.tt/2G08V3o Sept. 24, 2020 Postmaster General Highlights Vision to Establish USPS as Preferred Delivery Service for American PublicPostal Service Leaders Thank Local Industry Partners for Their Business, Present Awards During National PCC Day Virtual Event WASHINGTON, DC — Postmaster General Louis DeJoy told local business partners across the country that his goal is to build an organization that serves customers better and provides a platform for business growth. “My vision is to establish the Postal Service as the preferred delivery service for the American public. I am committed to providing world-class affordable and dependable service to every American home and business six and seven days a week — today, tomorrow and for generations to come,” DeJoy said during a National Postal Customer Council (PCC) Day virtual event on Sept. 22. “To achieve this vision, we are now building business plans against a portfolio of ambitious initiatives. Some of our goals require legislative and regulatory changes, but many do not. Those things that we control, we will pursue thoughtfully and with urgency following the election, as that remains our No. 1 priority for the next six weeks,” he added. DeJoy said the future of the Postal Service will be defined by the following:
The Postmaster General’s full remarks are available in this video from the event. National PCC Day provides a venue to share best mailing and shipping practices, as well as giving PCCs around the country the opportunity to connect and learn from each other. PCCs are a grassroots network that provides a channel for USPS business mailers and the Postal Service to continue building upon their relationships, so they can grow the mail and work on solving common concerns and challenges. Each year, PCC Leadership Awards are presented by the Postal Service in recognition of exemplary work achieved to strengthen and grow the PCC network. Top honors were presented to PCC groups that achieved overall excellence in their efforts to serve their communities. The PCCs offered innovative solutions for unique concerns during a year that has created greater challenges for businesses of all sizes.
Alfred Santos (Sierra Coastal PCC) received the 2020 District Manager of the Year Award. Santos was recognized for his consistent leadership, support and active involvement in all PCCs in his district. Greater Baltimore PCC received the 2020 Mentor of the Year Award for support and guidance provided to other PCCs to help them perform at higher levels and become more successful. Greater Philadelphia PCC was recognized with the 2020 Up and Comer Award for implementing initiatives that propel the chapter to thrive in all areas. In addition, the following categories recognized winners with Gold, Silver or Bronze awards: PCC Postal Member of the Year honors went to postal employees who excelled in their efforts with their local PCCs.
PCC Industry Member of the Year award winners are tireless supporters of the Postal Service, constantly advocating postal products and services.
Innovation of the Year is presented to PCCs that demonstrates out-of-the-box thinking and implement creative ideas that can be replicated by all PCCs.
Communication Excellence is awarded to PCCs that excel in implementing effective and creative communication programs using various touchpoints to reach their members.
Education Excellence is given to PCCs that have incorporated unique educational topics, speakers and workshops to increase knowledge within their PCC.
Membership Excellence Award recognizes PCCs that implement strategies to grow membership and keep members engaged.
The Postal Service receives no tax dollars for operating expenses and relies on the sale of postage, products and services to fund its operations. ### Printing via USPS News https://ift.tt/2hH9aDC September 24, 2020 at 11:55AM
https://ift.tt/3i0I30r
USPS issues Holiday Delights stamp https://ift.tt/363Gj41 Sept. 24, 2020 Holiday Delights StampPut Some Colorful Charm on Your Season’s Greetings 
WASHINGTON, DC — Celebrate the holiday season with Holiday Delights, a new stamp issued by the U.S. Postal Service. Inspired by folk art but with a modern graphic vibe, these charming designs will add a touch of whimsy to your holiday mailings. Illustrator Kirsten Ulve used a traditional palette of red, green and white, and channeled her love of Christmas, vintage ornaments and Scandinavian folk art to create unique digital illustrations of four holiday icons: a prancing reindeer with antlers; an ornament tied with a bow and ready to hang; a tree topped with a star; and a stocking holding a teddy bear and a sprig of holly. “Forever” and “USA” appear along the stamp’s edge. Art director Antonio Alcalá was the stamp designer. Holiday Delights will be available nationwide Sept 24. A virtual dedication ceremony will be posted on the Postal Service’s Facebook and Twitter pages. “German immigrants brought the tradition of the indoor decorated tree to America. Early on, decorations included candles and homemade ornaments,” said Secretary of the Board of Governors Michael J. Elston, dedicating official for the Postal Service. “With these stamps, the Postal Service is capturing the vintage spirit of Christmas in hopes they will convey the joy of the season and bring to mind happy memories of Christmases past.” Once the tradition of decorating trees caught on, in the 1890s, Woolworth’s five-and-dime stores began to import handblown ornaments. By the mid-20th century, Americans were buying hundreds of thousands of ornaments each Christmas. The origin of hanging stockings is lost in myth, but according to legend, St. Nicholas heard of a widower who could not pay his daughters’ dowries. St. Nick dropped gold coins down the man’s chimney, and they landed in the girls’ stockings hung by the fireplace to dry. Although there is no certainty about how reindeer originally came to be associated with the holiday, it could be that their natural habitat in northernmost Europe and North America fits perfectly with the story of Santa’s secret North Pole workshop. The dedication location is connected with Christmas: Frankenmuth. It is the home of Bronner’s, the largest Christmas store in the world, and is a Bavarian-rooted town with lots of holiday-related activities. News of the stamp is being shared with hashtags #HolidayDelightsStamp and #HolidayStamps. Holiday Delights is being issued as a Forever stamp in booklets of 20. Forever stamps will always be equal in value to the current First-Class Mail 1-ounce price. Postal Products Customers may purchase stamps and other philatelic products through the Postal Store at usps.com/shopstamps, by calling 800-STAMP24 (800-782-6724), by mail through USA Philatelic, or at Post Office locations nationwide. Information on ordering first-day-of-issue postmarks and covers is at usps.com/shop. The Postal Service receives no tax dollars for operating expenses and relies on the sale of postage, products and services to fund its operations. ### Printing via USPS News https://ift.tt/2hH9aDC September 24, 2020 at 11:55AM
https://ift.tt/2RRxAtw
Organovo’s Keith Murphy Back as Executive Chairman https://ift.tt/306Bp2l Founder and former CEO of Organovo, Keith Murphy, is back as the company’s newly appointed Executive Chairman of the Board. The news comes three years after Murphy left the pioneering biotechnology business to start another venture, a seven-person biotech 3D tissue technology and multi-omics startup called Viscient Biosciences. During this time, Organovo struggled to find the resources needed to advance its highly-anticipated 3D printed developments of living human liver tissue for organ transplant. Since 2007, San-Diego based Organovo had been one of the big driving forces behind bioprinting technology. However, company officials halted all research and development lead programs in August 2019 and laid off 69 percent of its overall workforce – approximately 40 positions – to extend its cash runway as it explored available “strategic alternatives to generate value from its technology platform and intellectual property.” As a result, the company recorded a restructuring charge of close to $1.3 million, and soon thereafter, in November, it sold Samsara Sciences, its human primary liver and kidney cell isolation business, to Virginia-based LifeNet Health for $1.5 million. Even though the company had anticipated in 2018 that Organovo would have two liver therapeutic tissue programs on track for an Investigational New Drug (IND) targeted for 2020 under the guidance of its Chief Medical Officer, Steven G. Hughes, things failed to go as planned. Clearly, as we move through the fiscal year 2020, there has been no news whatsoever of any advances in Organovo products. 
NovoGen Bioprinter Platform. (Image courtesy of Organovo) Financially, the company took a turn for the worse, in mid-2019, Nasdaq notified Organovo that it no longer met the requirements to maintain a minimum closing bid price of $1 per share, as part of Nasdaq ruling. This meant its stock would have to trade at $1 or higher for a minimum of 10 consecutive days within a six month period to avoid being delisted from the Nasdaq Global Market stock exchange. Overall, the company stock price has been depressed for the past five years, going from USD 5.04 on June 6, 2015, to USD 0.27 on March 25, 2020. Ever since Organovo’s activities and future prospects took a downturn, Murphy took drastic measures in order to speak directly to stakeholders, trying to avoid a possible reverse merger with Tarveda Therapeutics – a privately held cancer drug developer –, in what he described during an interview with 3DPrint.com, as a “weak financial position with unexciting technology and unattractive prospects.” Also recognizing that Organovo “is today in its own precarious position due to recent mismanagement,” and he concluded that he firmly believes that “the transaction being irrationally championed by the Board runs completely counter to stockholders’ best interests.” Murphy, who in the last few years has been heavily engaged with Viscient, a company that uses Organovo’s 3D bioprinting technology towards the discovery and development work in serious forms of fatty liver disease called non-alcoholic fatty liver disease (NAFLD) and non-alcoholic steatohepatitis (NASH), had also outlined an offer to combine his new venture with Organovo. But the offer bounced as executives at the time chose to go with Tarveda. Eventually, the planned merger between Organovo and Tarveda fell through and in April 2020 the company had to formally announce that it had terminated the merger agreement. 
Bioprinted liver by Viscient Biosciences. (Image courtesy of Viscient Biosciences) Almost a year after news first came out of a potential merger between Organovo and Tarveda, in what seemed like the last attempt to save the sinking business, Murphy found his way back. This time probably to keep the company afloat for good as he attempts to advance product development and services of bioprinted human tissues that emulate human biology and disease, enhancing the original pioneering technology that helped him found the company back in 2007. Following the virtual 2020 annual meeting on September 15, 2020, and according to Organovo’s latest cooperation agreement, new appointments to the Board of Directors also include, Adam Stern, the current CEO of SternAegis Ventures; Alison Milhous, an independent consultant primarily for life sciences and technology companies; David Gobel, CEO of the Methuselah Fund, and Douglas Jay Cohen, CEO of medical device company IR Medtek. Additionally, Organovo will have a new leadership team, Viscient co-founder Jeffrey N. Miner will be the new Chief Scientific Officer (CSO); Chris Heberlig has taken on the role as President and Chief Financial Officer (CFO), and Thomas Jurgensen is the new General Counsel for Organovo. While the existing executive officers, including CEO Taylor Crouch, will step down. Attempting to continue where Organovo’s previous leaders left off, means trying to achieve the regulatory approvals for its therapeutic candidates. When Murphy left the company in 2017, Organovo had been developing in vivo liver tissues to treat end-stage liver disease and a select group of life-threatening, orphan diseases, for which there are limited treatment options other than organ transplantation. Perhaps now, we will start to hear good news about the company, taking strides to slowly recover its leading position in the thriving field of biotechnology. With combined decades of leadership experience in the life science industry, the renewed team could promote innovation to develop regenerative medicine therapies aimed at treating a range of serious liver diseases, which was part of Organovo’s original vision. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 24, 2020 at 09:02AM
http://img.youtube.com/vi/nHO-R-pjlYY/0.jpg
Fortify Now Shipping FLUX ONE Composite 3D Printers to Customer Sites https://ift.tt/2ZZZ5pd Boston-headquartered 3D printing startup Fortify is now shipping its FLUX ONE 3D printers to customers. Shaking up the industry in March as they announced the impending release of the new 3D printing platform, the inventors of magnetic 3D printing have now created a unique process centered around engineering applications; for instance, a typical use for the FLUX ONE 3D printer would be in mold tooling. Some of the most classic benefits of 3D printing are on display with this new technology, allowing industrial users greater versatility, along with the ability to print objects like fiber-reinforced photopolymer mold tools quickly—and with exponential savings on the bottom line. Tooling mechanisms are used with the Fortify Digital Tooling resin, comprised of resin infused with ceramic fibers, meant for the production of quality, high-resolution 3D printed parts expected to be strong under both temperature and pressure.
Two different proprietary Fortify technologies are integrated into FLUX ONE printers: CKM and Fluxprint. Not only do they present the opportunity for greater optimization in the performance of parts for tooling applications, but also allow for engineering additives to be included.
The Fortify team stated in a recent press release sent to 3DPrint.com that they will also be shipping more FLUX ONE 3D printers out this year to other customers engaged in applications for tooling and more complex electronics. Quote request Are you looking to buy a 3D printer or 3D scanner? We're here to help. Get free expert advice and quotes from trusted suppliers in your area. Powered by Aniwaa
Fortify was founded in 2016 by Randall Erb and Joshua Martin, researchers from Northeastern University. The two shared a growing interest in 3D printing with composites, and their ultimate goal was to make big changes to the technology in terms of speeding up the process and creating faster turnaround, along with improving materials often associated with more conventional processes. The result was the invention of Fluxprint, or magnetic 3D printing. Fortify’s digital composite manufacturing (DCM) process is now being used in tooling, aerospace, and automotive industries. Find out more about this dynamic company, their advanced materials, and how they are disrupting an already disruptive industry in a recent interview between our Executive Editor Joris Peels and Fortify founder Joshua Martin.
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 24, 2020 at 08:32AM ASTRO America Tackles Hypersonic Planes and Missiles Parts with 3D Printing https://ift.tt/2RSobBZ For certain chefs in the alphabet soup that is the US government, all roads lead to 3D printing. So, too with hypersonics. Astro America, also sometimes called AstroA, aims to leverage new manufacturing technologies for the development of what they call the Hypersonic Production Accelerator Facility (HPAF). 3D printing research is an iceberg. There is the public information that we see and read about in the journals, press releases, and press. But, there is also a lot going on beneath the waterline. Especially in the United States, a lot of 3D printing research is being funded by the government. Fundamentally new technologies, classes of materials, and processes are being developed so that the U.S. can stay ahead. 3D printing as a technology is applicable to missile technology, nuclear warheads, military aircraft, munitions, ships, repair, making logistics more efficient, and upgrading weapons systems quickly. Where one technology may have a direct application, a new 3D printing material or process could find its way into numerous government applications. Anywhere saving weight is a priority, low volume is a fact, and geometric freedom or timeliness or location make sense, 3D printing will make sense. And with these criteria there is again a huge overlap with military systems and their needs. They are often only very few, they are located in remote places, and weight savings are important, etc. 3D printing is therefore a key enabling technology to deliver future capabilities to planners while also repairing and upgrading current inventories. At the same time, the exact same technology, same materials, same needs, and same critical success factors can be applied to commercial aviation in turbomachinery as well as aerostructures and potentially more parts, too. Simultaneously, additive manufacturing is also highly usable, in the same form, in satellites. And, at the same time as well, 3D printing can be extensively used in the development of governmental and commercial space propulsion and vehicles. Hypersonics are a pipe dream that has been the crack of choice for a large part of the U.S. space, missile and aviation defense community for over three decades. Hypersonic planes and missiles go above a speed of Mach 5. What is Mach 5? It is five times the speed of sound, which is around 6,125 kilometers per hour.
The SR-71 Blackbird reportedly maxed out at Mach 3.5. In 1967, the North American X-14 went to Mach 6.7. The US’s X-51A Waverider went hypersonic for three minutes in 2010. The X-43 attained a top speed of Mach 9.6 in 2004. The Hypersonic Technology Vehicle 2 went Mach 17. That’s 21,000 kilometers per hour—London to New Zealand in an hour. The goal of many of these vehicles is ultimately to win on the ultimate high ground: space. You know that part of the spy movie when they task a satellite to come over the target house and it comes online in only a few minutes? They’re trying to make that a reality. The relatively jargon and machismo term for the end goal is a Prompt Global Strike. Domino’s for missiles. The idea is that, within the hour, the U.S. could strike anywhere on the planet with precision-guided munitions. In all press, they continually use “conventional weapons” but—mmm…yeah right. At the same time, if you have that capability, you could put a satellite plane anywhere in an hour, as well. Or you could put a J-Stars command-and-control capability, a Rivet Joint style plane, or some kind of satellite killer drone anywhere. Or, of course, you could have a technology capable of launching many little satellites from anywhere within the hour. Or you could use it to out-Elon Elon Musk. 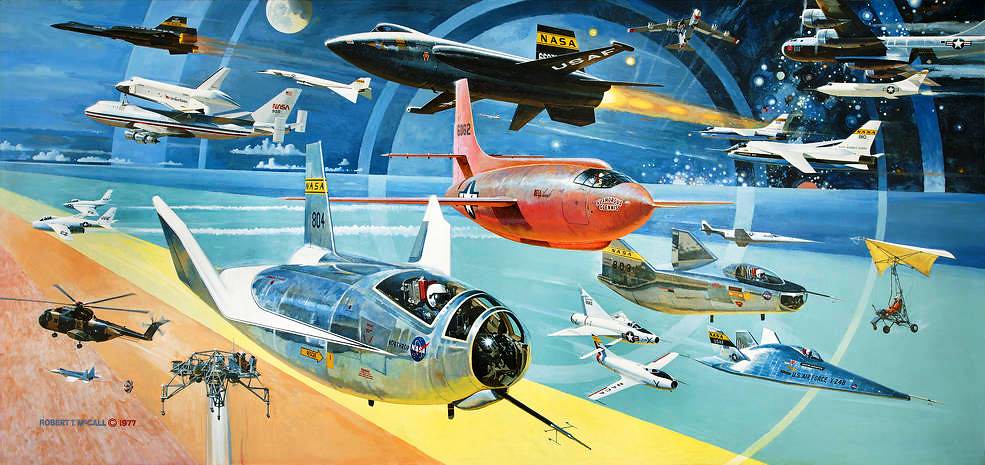
Various US X Planes The U.S. continued working on Blackswift—which sounds cool, but also like it should be a K-pop band or a 90’s soul group. “Blackswift flight demonstration vehicle will be powered by a combination turbine engine and ramjet, an all-in-one power plant,” according to the Director of DARPA. That project was canceled, but the overall DARPA Falcon Project has continued. Now, what was formerly known as the Hypersonic Weapon System (HWS) has been given the gentler title, the Hypersonic Cruise Vehicle (HCV), which makes it seem like something that will give you COVID while you play shuffleboard. Imagine the world ends and half the people that know beforehand are thinking of Gopher, Isaac, and Merill Stubing. “Wait, Martha, they have cruise ships in space? Why didn’t our agent tell us, we could have used our Princess Points to go to the moon instead of Cozumel.” 
Life Aboard the Hypersonic Cruise Vehicle. Something with unmatched speed and time on target that could deliver different payloads and capabilities anywhere on the planet in an hour or so is a war winner. A few of these and you can sniff out the other guy’s radar system (this is great too), get real-time imagery of his bases, kill his satellites, scout for landing locations, get meteorology for the place you want to land, and get over-the-horizon coverage from missiles and the like. All with the same plane. Strategically and tactically, it would be like the other guy is stuck in aspic while you’re zooming around in real-world Command and Conquer. 
It’s like Theater Intelligence Assessment for all the afghan weddings. Making functional hypersonic vehicles a reality, however, is a challenge that is incredibly complex. In many cases, projects have been done with ATK, Boeing and Lockheed working together. A lot of materials science is required to make parts feasible. Developments such as Bulk Metallic Glasses and new composites will be needed to make this a reality, as well. This is where nonprofit ASTRO America comes in. Neal Orringer leads it and was the Director of Manufacturing at the Department of Defense. Chief Technology Officer for AstroA is Michael “Mick” Maher, a former DARPA official who was instrumental in bringing a lot of 3D printing technologies center stage in their Open Manufacturing project. Crucially for us, their Board of Directors includes Jim Williams, former President and CEO of Paramount Industries. Paramount was bought by 3D Systems and was a major force in the use of 3D printing for drones and much more. The American drone boom meant that a lot of companies used 3D printing for prototyping and, thereafter, some went into production with 3D printed parts. This was a live-fire demo of what our technology is capable of in front of the Air Force and other officials. Here we saw quick development times, fast iterations, and things like fuel tanks that went from 30 parts to eight. All the claims and advantages for aerospace were laid bare, while our inadequacies were exposed as well. This development is one of the key reasons that the U.S. government is so bullish about 3D printing. Further along Paramount helped develop polymers and applications for military aircraft, as well. The company, along with others, printed parts for operational military aircraft. And the company’s president is now the president of All Points Additive which aims to scale up 3D printing.
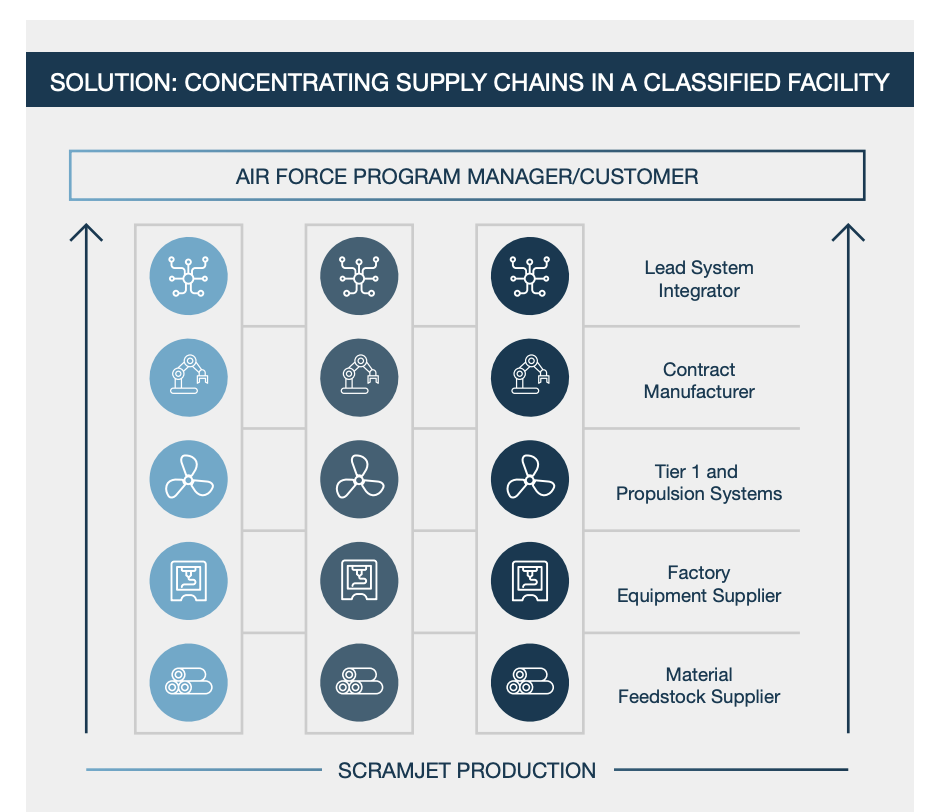
AstroA’s HPAF is an idea that mimics ORNL’s Additive Manufacturing demo center, but goes further toward the bright lights of the factory floor. The idea in short is that,
They will have common tools such as metrology and separate lines, for security’s sake, because Boeing will be ostensibly building its X75 next to Lockheed’s Skunkworks line for their X76, while sharing the same lunchroom. Imagine the Boeing X-32 and the Lockheed Martin X-35 JSF teams using the same parking lot and bathrooms. Who is doing the security for this? The angel Gabriel? In a paper the AstroA team explains that, The problems are laid out as:
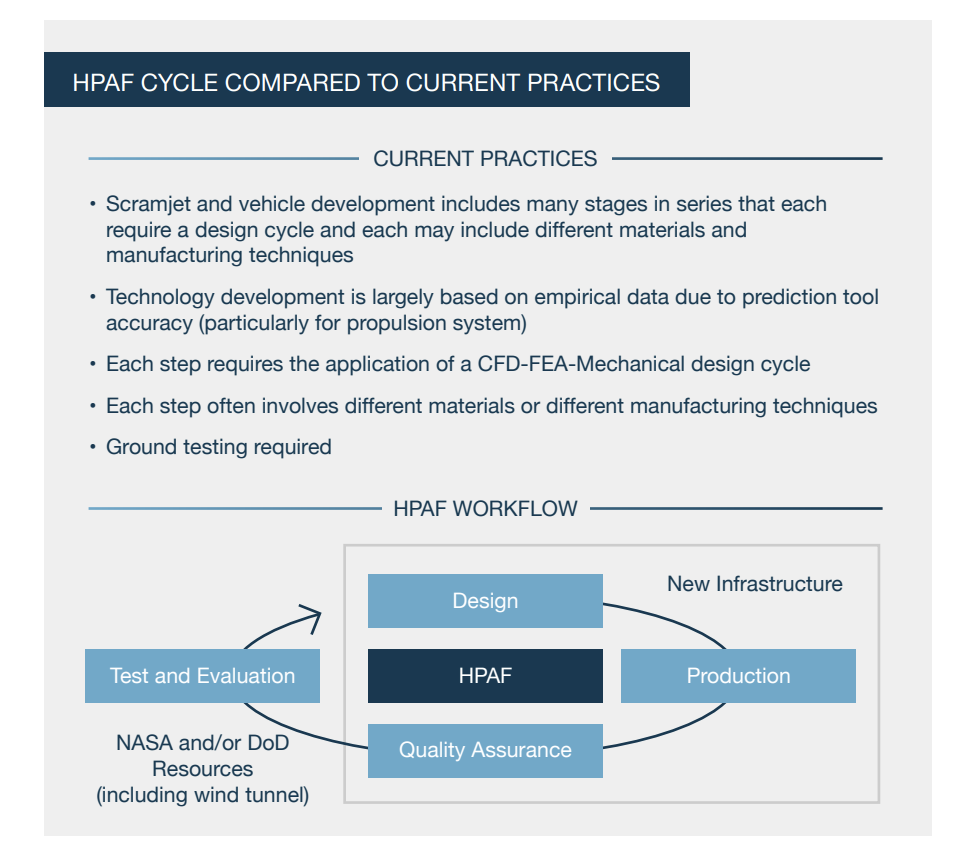
This is spot on, but the solution is a dreamy one:
AstroA also wants to do this:
This means that, every three years, you’re going to have to re-qualify everything and not be able to make the stuff you used to make in the same way. In the current state of 3D printing technology, this approach would be bonkers. ORNL’s “born certified” additive manufacturing frameworks could accelerate this. And, yes, in the future we’d have some artificial intelligence/finite element analysis/qualification magic but…when? I cannot stress just how much of a disadvantage it would be to get everyone’s new equipment every three years. Even if qualification was automatic and easy, it would be a nightmare to use all new equipment. You’d have all the teething problems every three years and, by the time it worked well, you’d have to replace it. Working here would be hell. It would be like a mad scramble to develop the atom bomb punctuated by continual firmware updates. Also, how could you ensure that materials would be ready for the new machines with their new settings? Idle time would abound and you’d have many more breakdowns. The waste of waiting would be Godot-like. It could only work if you had a separate facility that would bring all the new stuff into working order before you switched over and even then I doubt that it would be efficient. So, on the practicality front, I really do wonder if it will all work. But, from a long term perspective, a helicopter view or, perhaps more appropriately, a hypersonic spy plane view, this could be a Manhattan Project kind of an effort to commercialize this technology. Let’s hope that there are fewer Russian spies this time. Image: Johnathan Cutrer, Mark Jones Jr., Numbers Station, Ausdew, Prayitno, Klaus Kunha. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 24, 2020 at 08:01AM
http://img.youtube.com/vi/80KfLBcxDcg/0.jpg
Hyundai Subsidiary Aims to 3D Print Housing Communities https://ift.tt/2RUskFt LTG Lofts to go, a PropTech company from Germany, and Black Buffalo 3D Corporation are on a mission to create 3D printed communities. The two are joining together in a strategic partnership to make it happen around the world, and push forward availability and production of commercial spaces and mobile housing fabricated by 3D printing. This is a definitely a song and dance we’ve heard before. So, here’s some background: Black Buffalo 3D is a subsidiary of Big Sun Holdings Group, Inc. and a member of the Hyundai BS&C family of companies, Hyundai BS&C is the IT and construction arm of the larger Hyundai Motor Company, the third largest vehicle maker by volume in 2017. Established by one of the grandsons of the Hyundai Group’s own founders, Hyundai BS&C is involved in such activities as developing new blockchain technologies. Black Buffalo 3D itself has developed two additive construction printers, the NexCon I, for one to two story buildings at over 100 square feet, and NexCon II, for four story buildings and over 1,550 square feet. The company offers cement printing materials with various additives for color, climate and more. LTG develops minimalist yet highly functional mobile module homes, including its patented flagship housing solution, the coodo. These are meant to be sustainable, pre-fabricated buildings, with a contemporary wood or aluminum and steel design. They can be used as event booths, workspaces, and vacation or everyday homes.
Each eco-friendly coodo comes with the following:
LTG’s modular coodos also feature smart technology, so you can access and control your living or business space remotely through your phone. They are meant to be easy to transport if you need to relocate the structure. 
Basic coodo The flagship series is coodo 32, which features an elongated shape that allows for more natural lighting. You can pick from the coodo 32, coodo 64, or coodo 96, with the numbers denoting the unit’s approximate area in square meters. Next is the coodo 24 series, made of weather-resistant wood in approximate sizes of 24, 48, or 72 square meters. Both of these series offer three options: Plain; Basic, which is Plain with an included bathroom; and Full-Living—Basic with a kitchen, furniture, and other living amenities, like a TV and wardrobe. The event coodo is basically a showroom that comes in Small (one module), Medium (two modules), or Large (three modules). LTG takes sustainability pretty seriously, always on the hunt for renewable energy sources, working to minimize its own environmental impact, and using resources efficiently.
By partnering with Black Buffalo, LTG can increase its supply of modular coodos to meet growing demand, and also focus on introducing its tredee solution, “inspired by 3D print innovation,” to the housing market.
Black Buffalo works to increase the availability of sustainable construction solutions to enterprises, governments, and NGOs, in order to support environmentally friendly expansion and decrease how long it takes to build a structure. For its part in this alliance, Black Buffalo will supply its own cement material and NexCon construction 3D printers, invented by the CEO of another Hyundai BS&C subsidiary (HISYS), to LTG developers for use in fabricating the new treedees. 
NexCon I 3D printer (Image courtesy of Black Buffalo 3D)

(Image courtesy of Black Buffalo 3D) Construction 3D printing offers many advantages to the traditional way of building houses, such as less labor, reduced material waste, and decreased logistics challenges, as printers like Black Buffalo’s NexCon are typically mobile so they can work onsite. But the biggest claim to fame of using 3D printing to build structures is that homes, facilities, and even entire communities, according to this news story, can be built “in a matter of days.” This is generally an untrue claim…I mean, WASP has been working on the village of Shamballa for years. However, it seems like we’re getting closer to the day when “3D printed houses in a day” are a pretty common occurrence. The fact that the Hyundai Group is getting involved in the additive construction segment may represent serious industrial interest in the technology, even if it is only a fraction of the car giant’s activities. It’s also worth noting that Hyundai BS&C has shortchanged subcontractors in the past, according to the Fair Trade Commission. (Images: LTG Lofts to go, unless otherwise noted) Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 24, 2020 at 07:32AM
http://img.youtube.com/vi/a_OZ0mI1PtA/0.jpg
Metal 3D Printer Buyer Guide 2020 https://ift.tt/3iYL16V Metal 3D printing has seen a lot of attention leveled at it over the past several years, with the metal additive manufacturing (AM) market seeing real growth over the past decade. According to the Additive Manufacturing with Metal Powders 2020 report from SmarTech Analysis, hardware revenues have increased almost threefold over the past five years and material sales increased close to six-fold. In metal AM, there are a few main technologies that are deployed today. These consist of laser powder bed fusion (L-PBF), electron beam powder bed fusion (E-PBF), directed energy deposition (DED), and bound metal printing (BMP). I don’t believe in top ten lists or a dutiful “defining of the best” for many things. This is due to the fact that these industrial solutions will all excel for different parts, materials, customers, and applications. This is meant to be a good general starting guide for people who want to know what the relevant developments are in metal printing and what are some of the most recognized, prevalent, and deployed systems out there. “Best” probably depends on what you want to make when, about as much as the system itself. This guide is meant to be a helpful aid in orienting you on market movements, relative criteria, and merits of systems. As well as my own knowledge, I’ve used interviews with end-users of systems, resellers, and researchers to guide my choices and wording here. I’d like to thank those that helped me to make sense of it all. Bound Metal Printing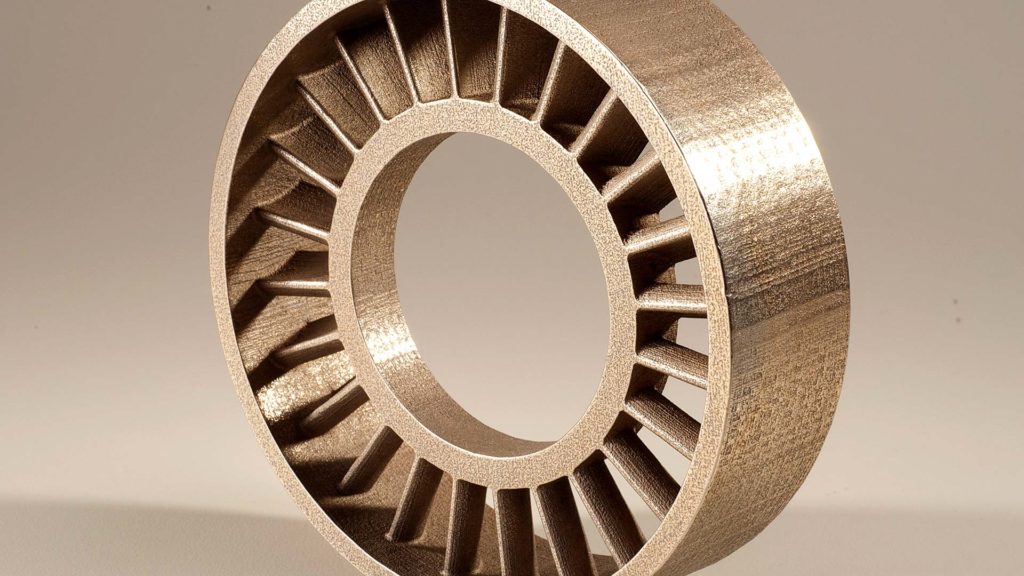
For Ulterra, ExOne printers were used to make this downhole stator component for performing service in the oil and gas industry. By far the most hype right now is directed at BMP, which consists of metal binder jetting and bound metal extrusion. With binder jetting, a binder is deposited by an inkjet print head onto a bed of metal powder, which forms a “green” metal part. After debinding and sintering in an oven, a dense metal component emerges. Alternatively, the green initial object can be infused by another metal, as in the case of the part above. ExOne has both direct metal and infused metal binder jet technologies. One can also print a filament and then do the rest of the sintering and debinding, via bound metal extrusion. This is essentially FDM with a sintering step added, but these machines are analogous to the binder jetting ones. The main advantage of BMP is that it is potentially one-third less expensive than other metal technologies. With BMP, detail levels should be high, good surface finishes can be achieved (together with post processing), and machines should be relatively low cost. On the downside, the separate sintering step is difficult to control. Part shrinkage at different wall thicknesses, sizes, and geometries will be different, which will make making completely unique and new parts difficult. On the other hand, despite the separate debinding and sintering steps, which can be tricky from a chemical and safety perspective, part cost should be low. In a lot of cases, however, for the highest level of part properties, BMP will be less suited than PBF. Markforged Metal XRelatively inexpensive, compact and with good software, Markforged’s Metal X system has really brought down the market entry level of metal printers. Designed with a good user interface in mind, the system is relatively easy to use and is made for easy deployment to semi-concrete floor environments. Markforged also ships wash and sintering stations with the printer. The Metal X lets you print in Inconel 625, 17-4 PH Stainless Steel and Copper. ExOne X1 25Pro
ExOne’s X1 25Pro features a 400 x 250 x 250 mm build volume and comes with four different choices of binder and material, such 316L, 17-4PH, 304L, Inconel 718, copper and many others. For years ExOne has been doing a lot of work on the metallurgy side of things. The firm has also put in the time in making systems reliable and repeatable, which makes the X1 25Pro an entry level industrial solution with real yield. L-PBF
Made on EOS M-290 and EOS M 400 machines, this AiO nozzle plate used to be composed of over 125 separate parts, but is now 3D printed as a single unit. Costs were cut by half and weight was reduced. Ariane, EOS, EOS Additive Minds. L-PBF can produce the highest quality, highest density high-performance parts needed for such industries as aerospace. Machines are much more expensive, typically over $500,000. Initial investment and running costs are high. Post-finishing equipment, such as electrical discharge machining or CNC is also needed (as for most metal parts made by most 3D printing technologies). But, once you take the deep dive into this technology, you can make thousands of small components per day. Please do note that build volume filling parts may take a week or more to build. This is the most tested, industry-ready technology we have, capable of making the most exacting parts. It is also the most broadly deployed technology and most deeply researched. Millions of dental bridges and crowns are made with L-BPF each year. EOS M 290Euro-K used the M290 and Inconel 718 to make a microburner. The EOS M 290 is an industry standard, especially for service bureaus. One of the most popular metal systems out, there it is a reliable, relatively hassle-free printer that is liked by people who wish to implement 3D printing in their own operating environment as a production system. It probably should be your first metal printer, given the expertise available for it. Its very reliable and EOS and its customers have accumulated a wealth of information on this system, its materials, settings and performance. SLM Solutions SLM 500Even though the new SLM 800, with its Hub that can connect up to five printers, is the one currently keeping the tongues wagging, the SLM 500 has more of an established track record. The 500 is a two- or quad-laser machine that marked an important milestone for our industry when it came out. The precursor HL 50 system was also a shock because, up and until then, a lot of people thought that SLM was essentially dead in the water. The HL and later 500 versions saw adoption in real manufacturing and, now, come with useful features gleaned from the frontlines, such as integrated sieving. Additive Industries MetalFab1Additive Industries’ MetalFab1 printer conveys parts inside a modular system, so they don’t have to be carried or conveyed outside the protected environment of the system. This keeps the printer closed, safer, and lowers a lot of costs, as well. The firm’s innovative approach meant that this young startup quickly won customers worldwide in such exacting areas as commercial aviation and space. This should probably not be your first system, but as it has been designed from the ground up for serial manufacturing, it is a key machine to consider for those looking for volume. GE Additive Concept Laser M2 Series 5
Concept Laser’s machines were known for being reliable workhorses in the dental field. What GE did is to take one of them and essentially make it an aerospace system. The company worked with its internal consultancy department and GE Aviation to optimize, dial in parameters, track, log data, and optimize some more, so that the machine was highly reliable and repeatable. The M2 has a switchable build module so that you can handle parts that all remain within the safe inert gas chamber of the machine from the outside. Given GE’s experience, this is definitely a machine to look at for the aerospace market. EOS M400
A RUAG and CITIM-designed aluminum satellite antenna bracket for ESA Sentinel satellites, which reduced 40% of the part weight. EOS’s M400 system is a large, high productivity system that performs a handy two-step with the M290. It is relatively easy to test, develop and make parts on the M290 and to then port them to the M400. This kind of optimization is absolutely key because, for example, it means that a number of university partners could be making cool new materials and their learnings can be quickly implemented on your in-house M290. Then, once you define your parts on that system, you can relatively easily manufacture using this beast of a machine. Velo3D SapphireVelo3D’s Sapphire printer really surprised everyone. The startup had focused a lot of its attention on monitoring, capturing, optimizing, and improving what actually goes on in the melt pool as parts are built. Through its software and monitoring, it will better be able to build components and even reduce the need for support structures in some cases. Velo3D also has targeted manufacturers, particularly in aerospace, to deploy its machines. Velo3D is potentially very disruptive to our market and is making everyone else work harder. E-PBFAn alternative to L-PBF is EBM or E-PBF. This method uses an electron beam rather than a laser to sinter layers of fine metal powder in a gas-controlled chamber. As with components made via L-PBF, these parts also require extensive post-processing for removal of support structures, needed to keep the parts from ripping themselves apart due to temperature differences. Traditionally, E-PBF is a bit cheaper per part, but gives you a rougher surface texture. For orthopedics, a rough surface texture is needed, which is why E-PBF is a very strong technology for manufacturing acetabular cups and other orthopedic implants. At the same time, work by NASA, GE and others has shown that you can make gradient parts with E-PBF and fabricate such objects as turbine blades with this technology. GE Additive Arcam Spectra HGE Additive’s Arcam Spectra H system is twice as powerful and significantly larger than previous E-PBF machines. It is made for high-temperature alloys, such as titanium aluminide (TiAl), and printing large turbine blades and other aerospace parts. This machine was essentially developed to print TiAl (also called “gamma titanium”), low-pressure turbine blades for the GenX engine (so, not the blades at the front but at the back). If you need to make something out of gamma titanium, this is pretty much perfect. The material is about half the weight of Ni superalloys and as strong. Now, given that the need for these intermetallics is a bit niche and currently restricted to aircraft engines, Formula 1, and defense stuff, thoughtfully GE also makes a more quotidian Spectra, the Spectra L. DEDDED is a series of technologies that blow powder or feed wire in front of an energy source and onto a workpiece, usually in an open-air chamber. The 3D print head can be placed inside existing CNC or other equipment and can, very quickly apply new material to an existing part or fabricate new parts at a relatively low cost. I call this metal cheese whiz because these cladding and welding-related technologies deposit quickly, but comparatively haphazardly. But, one can remove excess materials with a CNC machine. DED is used to repair injection molds, for things like valves, cog wheels or dies. Quote request Are you looking to buy a 3D printer or 3D scanner? We're here to help. Get free expert advice and quotes from trusted suppliers in your area. Powered by Aniwaa 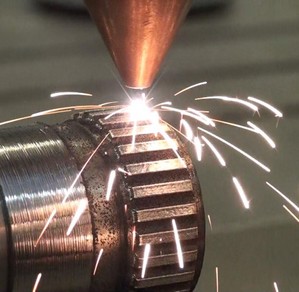
This cogwheel is 3D printed on the axle itself, using different steels to optimize the performance of the part. Image LCV. Optomec LENS 860
Optomec’s 860 system is a mash-up of a vertical machining center and a DED print head. One version of the machine does have a protected build chamber, which improves results, but there is also a closed build chamber version. There are other hybrids gas-wise and you can get the machine with different tools, as well. The 860x600x610 mm work area is expansive, as are the number of ways in which you can configure this machine. Optomec has considerable expertise in using its technology to repair parts and add material to existing parts for very demanding applications. Sciaky EBAM 300
Sciaky systems have been used for parts up to 5.79 m x 1.22 m x 1.22 m in size. Sciaky makes some of the largest metal printers in the world and its dual wire fed print heads mean that you can use low-cost wire feedstock and also mix materials in the melt pool. The company has been able to close the loop on parts manufacturing and, with deep experience and a powder full Electron Beam Gun (yeah, they use the word “gun”), Sciaky machines are able to process a lot of different materials. Very popular with acronym-heavy customers. BeAM Machines Modulo 400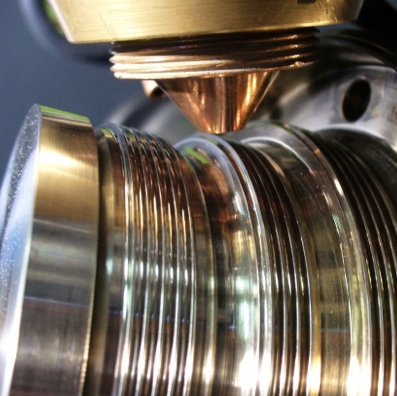
A close up of a BeAM machine repairing a worn seal. BeAM’s Modulo is an integrated DED machine and subtractive machining center with a 600 x 400 x 400 mm work area. It prints in a protected environment and is configured as a stand-alone machine, just like its L-PBF brethren. BeAM has “coaxial gas flow”, which runs two different gas flows in the same nozzle. This should improve the results of this blown powder system. Interestingly, the Modulo has been designed to be containerable, meaning that it can be located in a shipping container. An easy to transport solution would be very tempting to put on large sites for oil and gas companies and the military. The company also has a larger system, the Magic. Trumpf TruLaser Cell 7040
A very clear graphic. Trumpf is a family-owned company that makes many of the industrial lasers of the world and a lot of cutting tools and machines. Their laser metal deposition (LMD) machines can mix powder and weld with filler, which means that distinct materials can be joined together. The company has also used its considerable machining expertise to make applications in coating and in coating with different materials possible with its machines.
Trumpf’s AM equipment can also be integrated into legacy customers existing machines or you can buy a new unit. Within one machine you can do cutting and 3D printing operations along its immense build volume. You can also integrate this machine into existing production lines, making it by far the most able machine in terms of integration into a series of manufacturing processes. DMG Mori Lasertec 65 3D HybridDMG Mori is one of the largest machine tool manufacturers. In the recent past, they’ve invested heavily in 3D printing and now have lines of DED and L-PBF machines. Their 3D Hybrid works in conjunction with milling and turning, while the 3D works together with metal cutting. With a build volume of 735 mm by 650 mm by 560 mm, the five-axis 3D Hybrid systems are meant to be combined with existing workflow and equipment. The five axis powder nozzle is coaxial and can combine different metals on a single workpiece. The system itself is closed loop and has in-process monitoring. Formalloy X Series
A much smaller firm is Formalloy. The company emerged with strong ties to some exacting U.S. users of DED, such as JPL and NASA. Its DED head can mix materials on the fly, which could lead to interesting solutions for all manner of surfaces. You can buy them separately to put in your CNC equipment, but the X series is a standalone machine. The company has closed the loop on their manufacturing solution and offers in-process monitoring, as well. The startup is aggressive on pricing, as well, offering low-cost solutions that punch above their weight. They have also worked hard on the materials side, especially the exotic space stuff, such as Waspalloy, Hanes 230, Stellite 6, five different grades of copper, GR Cop 84 (NASA copper material for combustion chambers), and also magnetic materials and tungsten carbide. I’m thinking someone is in the process of being able to nearly print a whole rocket with one machine. ApplicationsDEDDED can be used for hardfacing, repair, and for fabricating such components as wing spars for aircraft. Limited in detail, this technology can traditionally make parts measuring 5m x 2m x 2m or larger. Exciting applications include mixing materials, as well as printing a new material on an old part made of the same or a different metal. 
Repair of all manner of turbine blade blisks is a mainstay for DED. This application was pioneered by Optomec and others. This technology is most suited for markets where large, high-value components need to be repaired. Think of fields such as oil and gas, shipbuilding as well as military and industrial gear. Large, high-cost vehicle parts such as spacecraft and chassis for high-end vehicles could be produced or repaired with DED. One hope is that entire chassis could be built for passenger vehicles, for example. Or that DED will be deployed in more and more repair applications to rejuvenate the worn-down surfaces of all manner of industrial equipment. DED is not so awesome for small and detailed parts. Typically, open-air build chambers limit accuracy. Players in this market include Optomec, Sciaky, Trumpf, DMG Mori, and BeAM. Expanding industrial applications are to be expected as well as new players from the CNC industry. E-PBF
The Trinity PLUS 2 is a highly porous acetabular cup made with Arcam (GE) EBM by the Corin Group. Porosity and surface roughness used to be a limitation, but, for this application, they can be a desired characteristic and promote integration and bone adhesion. Only a few years ago E-PBF was mainly compared with and would lose out to L-PBF on PowerPoint slide decks. Now, the technology is gaining more traction in research and in commercial applications, as well. E-PBF is perfect for orthopedics and has been able to reduce the costs of orthopedic implants and produce tens of thousands of them. Potentially lower cost than L-PBF, it can be used for many of the same applications, as well. For commercial space, aviation, and military applications, E-PBF is a very relevant technology indeed. Many are reconsidering the technology as they move to manufacturing where its lower part and powder cost really do start to matter. GE virtually completely dominates EBM in terms of patent cover and installed machines through its Arcam unit. But now the likes of Freemelt, JEOL and Wayland Additive are providing alternatives. L-PBFL-PBF is the most mature and widely deployed metal 3D printing technology. German firm EOS is the market leader here, followed by GE and SLM Solutions. DMG Mori, Trumpf, Farsoon and quite a few others have entered this market of late. Additive Industries really shook things up with highly productive systems that handle a lot of post-processing on the machine. Velo3D is more recently making waves through the use of increased inline monitoring and process control to reduce support structures. L-PBF is making inroads in automotive and is also used in orthopedics. In space, as well as aviation, the technology is now also widely deployed. A big boon may very well be commercial space implementations that have been growing quickly of late. The technology is moving toward more qualified parts and materials and more manufacturing applications now. BMPBinder jetting was largely pioneered by ExOne and the US firm is deploying large industrial binder jetting systems worldwide. The frothy hype, however, is centered around more compact industrial BMP systems that could find a place at job shops and manufacturing locations worldwide. Desktop Metal has just released one of these and both GE and HP are working on them. If these systems are successful, they can vastly expand the metal printing market. From just a few thousand installations today we could see tens of thousands of installations in the very near future. I’m cautious about BMP, however. Process issues mean that, by and large, these systems might be suited for qualified series of parts in their thousands. But, in what specific parts and series will these components make sense vis-à-vis existing technologies? And how will people take designs and do the needed work to make them printable? Will they have the manpower to run these systems and the training to take parts and make them printable? It’s all early days, so I’m cautiously optimistic for a limited number of applications and companies that have the requisite skill. In the long run, with the right software and processing equipment, I’m optimistic. Caveat EmptorBuyer beware. The best advice I can give you on a metal printer is, don’t buy one. There are plenty of service bureaus out there who are excellent. Metal printers are difficult to master and it is more complex still to make them perform within your established requirements and supply chain. If you work in space, orthopedics, aviation, manifolds, automotive, machine building, capital goods generally, construction, agriculture, oil and gas, nuclear, power generation, with heat sinks, any kind of valve or nozzle, or anything that moves, generally you have to get to a deep understanding of these technologies. They are having a real and profound impact on your industry. In other industries, the impacts are less clear. Implementing metal printing is a difficult thing to do, but it may be very impactful to your business. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 24, 2020 at 07:08AM |
Categories
All
Archives
April 2023
|
 The cameras, built by Retrospekt; the official Polaroid licensee working with the brand to revive vintage analogue cameras, feature refurbished internal parts from vintage Polaroid 600 instant cameras made in the 1980s and 90s. The vintage components inside every camera are restored to work just like new. These original parts are then wrapped into freshly moulded plastic exteriors featuring exclusive Killer Acid colouring and graphics. Each camera comes with two additional sticker sheets created by Rob specifically for the collaboration. They feature additional illustrations, including multiple sets of facial features and crazy creatures, giving everyone an opportunity to turn their camera into its own unique beast.
The cameras, built by Retrospekt; the official Polaroid licensee working with the brand to revive vintage analogue cameras, feature refurbished internal parts from vintage Polaroid 600 instant cameras made in the 1980s and 90s. The vintage components inside every camera are restored to work just like new. These original parts are then wrapped into freshly moulded plastic exteriors featuring exclusive Killer Acid colouring and graphics. Each camera comes with two additional sticker sheets created by Rob specifically for the collaboration. They feature additional illustrations, including multiple sets of facial features and crazy creatures, giving everyone an opportunity to turn their camera into its own unique beast.
 Killer Acid is based out of Santa Cruz, California, where he creates screen prints, paintings, T-shirts, comics and psychedelic ephemera. Rob’s style is a blend of head shop and punk rock, hearkening back to his tumultuous and technicolor coming of age. Killer Acid has very humble roots; started in 2010 in a living room in Brooklyn, it has slowly garnered a dedicated fan base over the years, mostly through in-person events, and by word of mouth.
Killer Acid is based out of Santa Cruz, California, where he creates screen prints, paintings, T-shirts, comics and psychedelic ephemera. Rob’s style is a blend of head shop and punk rock, hearkening back to his tumultuous and technicolor coming of age. Killer Acid has very humble roots; started in 2010 in a living room in Brooklyn, it has slowly garnered a dedicated fan base over the years, mostly through in-person events, and by word of mouth.
 Complimenting the camera launch is a special run of Polaroid T-shirts and stickers featuring a radically Killer-Acid-esque take on the classic Polaroid 600 camera model.
Complimenting the camera launch is a special run of Polaroid T-shirts and stickers featuring a radically Killer-Acid-esque take on the classic Polaroid 600 camera model. The camera and tee are available directly from
The camera and tee are available directly from 









 RSS Feed
RSS Feed
