
|
3D Printing Metal End-use Part Applications https://ift.tt/30EL26C This article describes the ideal use-cases for each process & comparison with other solutions to help you identify opportunities using 3D Hubs in your organization for metal 3d printing service. Definition: End-use part is any good that is either sold as a product or placed in service within a company’s internal operations. There are 6 processes to consider:
In part 1 we talked about plastic parts, in part 2 we discuss only metals.
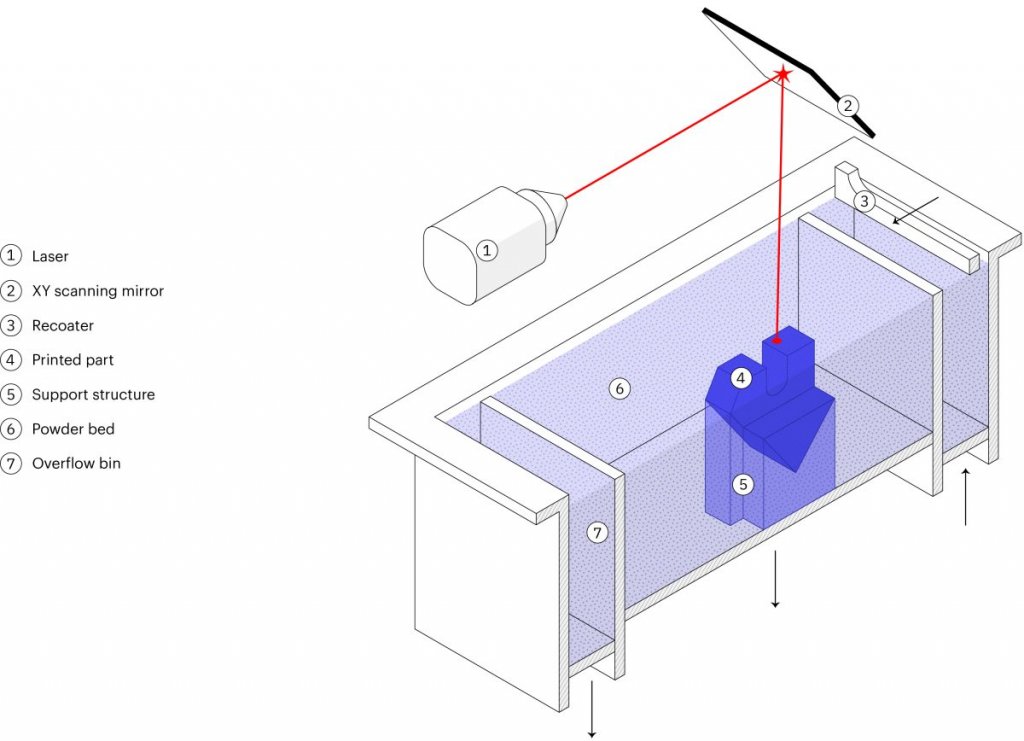
4. SLM/DMLSSelective Laser Melting (SLM) and Direct Metal Laser Sintering (DMLS) are metal powder bed fusion 3D Hubs printing processes that are most commonly used today as they are especially suitable for high-end applications since they offer advanced material properties and superb design freedom. While both utilize high laser power to bond together metal powder particles to form a part– layer-by-layer, SLM will achieve a full melt, while — due to the very high temperatures — DMLS will cause the metal particles to fuse together at a molecular level. The majority of metal alloys are compatible with the DMLS method, wherein SLM, only certain (pure) metal materials may be used. Still, the differences between these two 3D Hubs printing technologies are so slim; they can be treated as the same for designing purposes. In this section, we will take a closer look at the technical characteristics, manufacturing process, and the limitations and benefits of these two, very similar techniques. How it works: SLM/DMLS 3D Hubs printing process basic steps:
This step is only the beginning of the SLM/DMLS 3D printing manufacturing process. Once the print is complete, several compulsory and/or optional post-processing steps are also required before the parts will be ready for use. Compulsory post-processing steps include
Additional post-processing steps are often required to meet engineering specifications that may include:
How it works: Laser source bonds metal powder particles Strengths:
Materials:
Use case #1 – Optimized brackets DMLS / SLM is used to create lightweight parts through advanced CAD processes, such as topology optimization. They are of particular interest in the automotive and aerospace industries. Use case #2 – Internal geometries A far more common use of DMLS / SLM is the creation of parts with internal channels. These find applications in the manufacturing industry (for example injection molding tooling with internal channels for cooling) or for heat exchangers. Pro tip: Make sure that no support structures are needed to manufacture the internal channels, as they will be impossible to remove. 5. Metal FFF: What is metal extrusion?
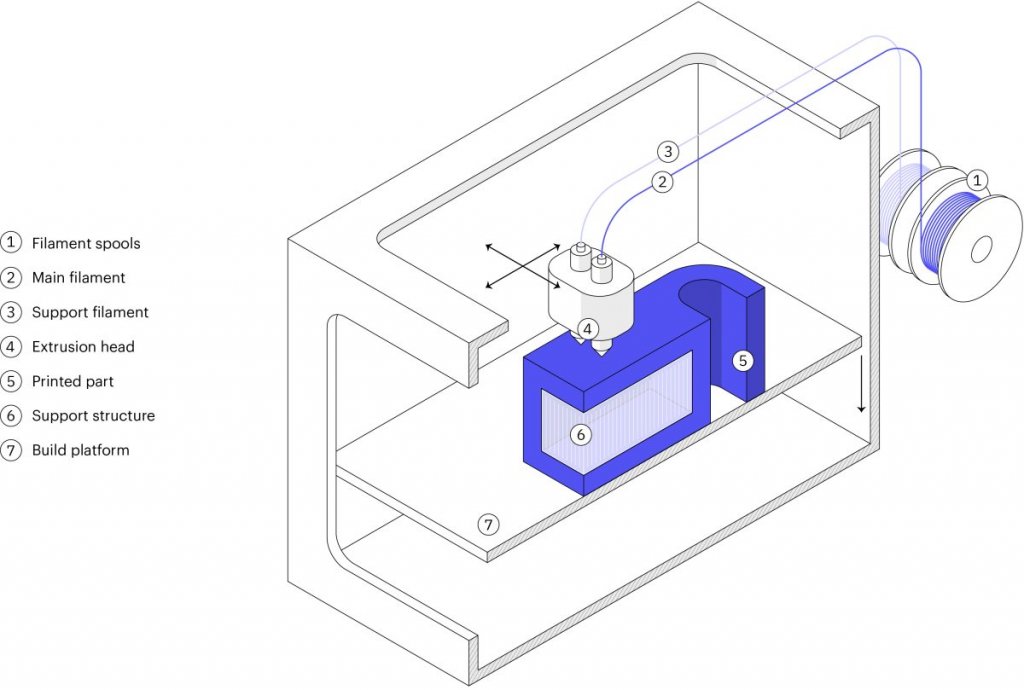
Metal Extrusion is a low-cost metal 3D printing process alternative that is most suitable for prototyping purposes or for one-off custom parts. It is a variation of the classic FDM method for plastics. In 2018, the first Metal Extrusion 3D printers were released also known as an Atomic Diffusion Additive Manufacturing (ADAM) and Bound Metal Deposition (BMD). A part is built layer-by-layer, like FDM, by extruding material through a nozzle, but the material is not plastic, unlike FDM but is a metal powder held together with a polymer binder. The result of the printing step is a “green” part that needs to be sintered and de-bonded to become fully metal. Here, we examine the characteristics and key limitations and benefits of this additive process to help you understand how you can use it more effectively. How does metal extrusion work?Metal Extrusion consists of a three-stage process involving a printing stage, a de-binding stage, and a sintering stage. The Printing Stage…
When printing is complete, the “green” resulting part must be post-processed using similar steps like Binder Jetting, in order to become metal. The “green” part is washed first for several hours in a solution to remove almost all of the binders. Then it is sintered inside a furnace so that the metal particles are bonded together to form the fully-metal part. During the sintering process, the dimensions of the parts are reduced by about 20 percent. to compensate for this, the parts are printed larger. Like the Binder Jetting process, the shrinkage isn’t homogenous, meaning that trial and error will be required to get accurate results for particular designs. How it works: Metal/binder is extruded through a nozzle to print the part, which is then thermally sintered. Strengths:
Materials:
Main use: For internal operations An alternative to CNC, Sand casting Quantity: 1-50 parts Use case #1 – CNC part replacements Metal Extrusion is excellent for functional CNC prototyping and small productions of metal parts that would otherwise require a 5-axis CNC machining to produce. 6. Metal Binder Jetting
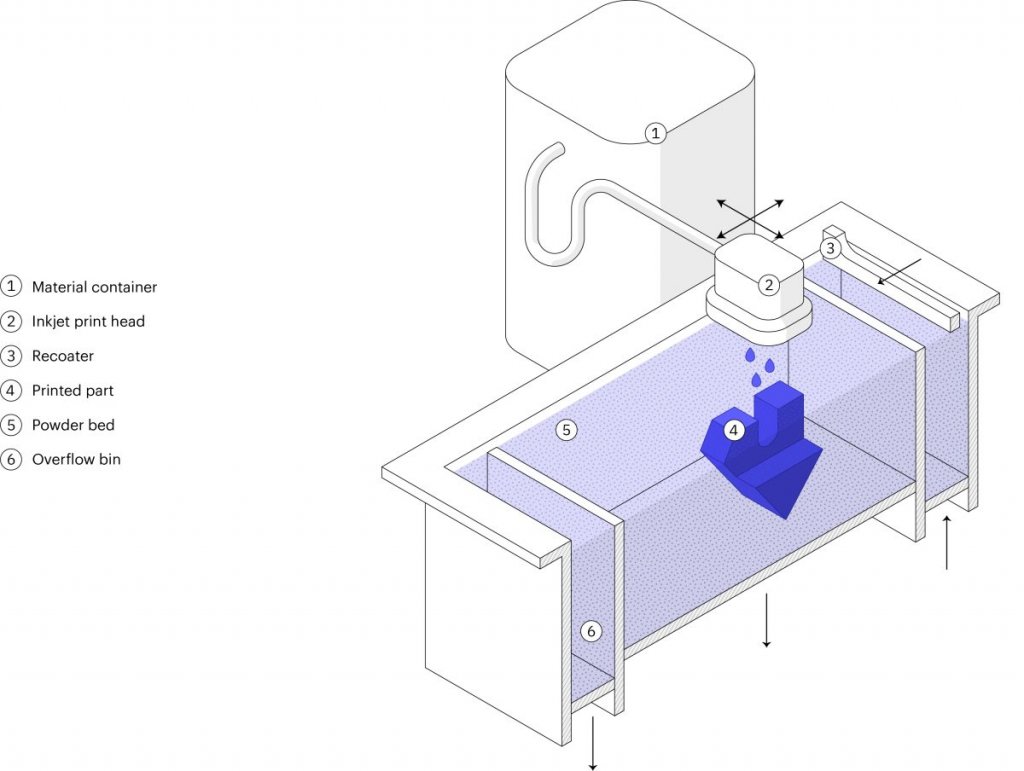
Metal Binder Jetting is increasing in popularity rapidly. What makes it especially suitable for small to medium production runs, is its unique characteristics. In this section, we will dive deeper within the steps used in the Binder Jetting to learn the basic characteristics of metal parts production. What is Metal Binder Jetting?Metal Binder Jetting is a process of building parts by placing a binding agent on a slightly thin layer of powder in through inkjet nozzles. Originally, it was used to develop full-color models and prototypes from sandstone. A variation of the technique is becoming more popular lately, because of its batch production capabilities. In metal Binder Jetting printing, the printing step is done at room temperature, which means the thermal effects, such as, internal stresses and warping aren’t a problem, like in SLM/ DMLS, and therefore, supports are not needed. To create a fully metal part, an additional post-processing step is required. How does Metal Binder Jetting work?Metal Binder Jetting involves two-stages; a printing stage and a post-processing stage. The printing process works like this…
The result of this printing process is a part of the “green” state. To create fully metal parts and remove the binding agent, a post-processing step is necessary. This post-processing stage requires two variations: Infiltration and Sintering. How it works: Binder is jetted onto metal powder particles to create the part, which is then thermally sintered Strengths:
Materials:
Main use: Low-run metal production An alternative to Metal Injection Molding, Die casting Use case – Low-run production Binder Jetting is the only metal 3D printing technology today that can be used cost-effectively for low-to-medium batch production of metal parts that are smaller than a tennis ball. Why engineers use 3D Hubs for 3D printingInstant quoting & DFM feedback Build and edit your quote online. Review your parts for manufacturability and assess the cost of different materials, processes and lead times for your project in real-time. Explore our 3d printing service for every type of additive manufacturing project. Readily available capacity Benefit from our network of 250 manufacturing partners to access instantly available capacity. Our manufacturing partners are both local and overseas. Quality & reliability Dedicated 3D Hubs team to ensure your parts consistently meet your quality expectations. We also offer phone, email and chat support for any concerns or questions you may have.
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com August 27, 2019 at 03:45AM
0 Comments
University of Cordoba: Predicting Surface Roughness in FDM 3D Printing https://ift.tt/343mI0f Spanish researchers Juan Barrios and Pablo Romero experiment with different techniques in FDM 3D printing in the recently published, Decision Tree Methods for Predicting Surface Roughness in Fused Deposition Modeling Parts.’ Examining control parameters for achieving finishes, the researchers created PETG parts to compare models from three different tree algorithms—C4.5, random forest, and random tree. Working with 27 different models, the team examined:
In addition, a dataset has been created to evaluate the models, consisting of 15 additional instances. The models generated by the random tree algorithm achieve the best results for predicting the surface roughness in FDM parts. Data mining can be used to improve 3D printed products based on prior information, demonstrating which methods and parameters are most effective in surface finishing as well as other manufacturing methods like tooling and machining. Data mining is either supervised and consists of classification and regression, or is unsupervised, consisting of clustering, association rules, and correlations.
Decision trees are extremely useful for classifying data, with tree nodes acting as conditions for attributes—with each leaf representing the instances belonging to a class. Researchers rely on these algorithms for engineering predictive models. The 27 samples were designed in SolidWorks and then 3D printed on an Ender 3 using PETG filament, each with a dimension of 25.0 mm × 25.0 mm × 2.4 mm. 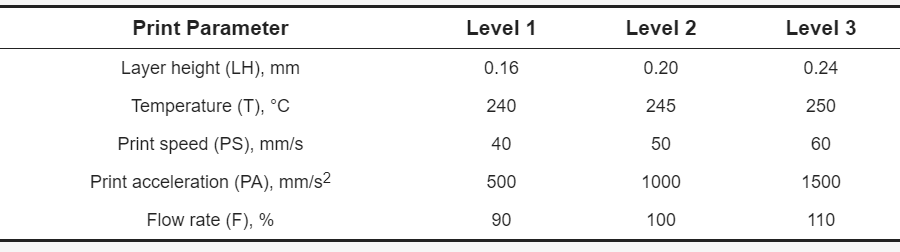
Factors and levels used in the design of the experiments (DOE). Surface roughness was measured using a Mitutoyo perthometer model SJ-201. 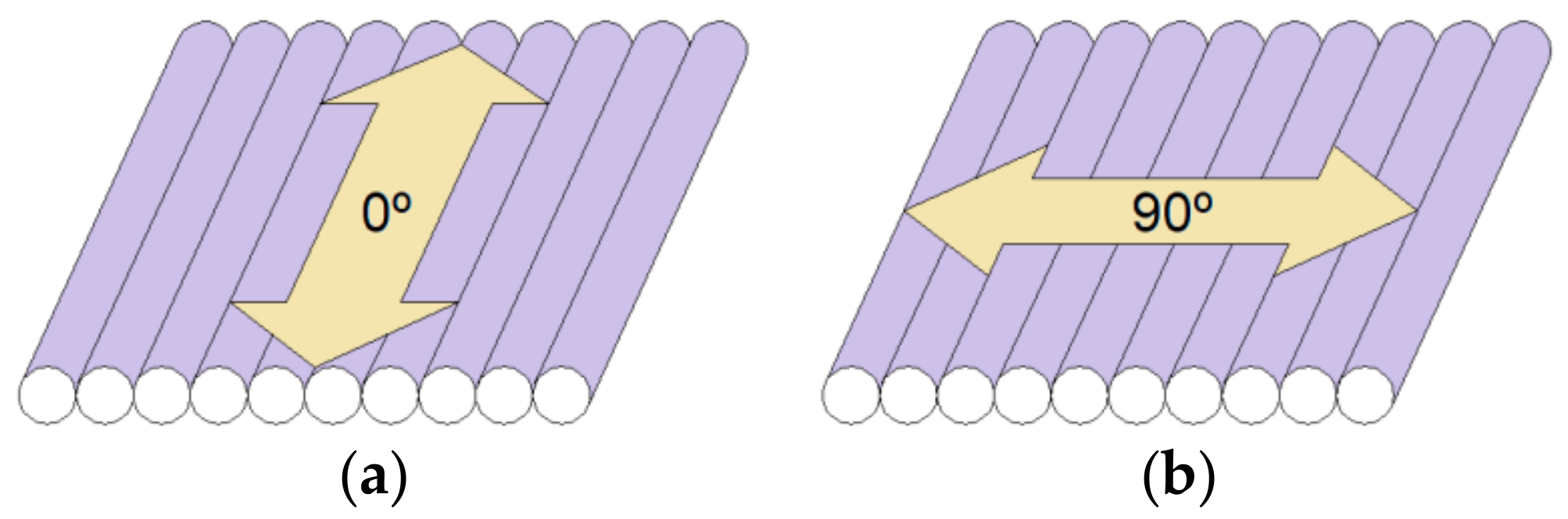
Measurement of surface roughness in the direction parallel to the direction of extrusion (a) and in the direction perpendicular to the direction of extrusion (b). The J48 algorithm was relied on in this research to plot trees that are not only comprehensive, but according to the research team are also ‘easily understood’ as well as predicting parameters for roughness, to include PA, LH, and F for Ra,0; F, PS, and LH for Ra,90.

Detailed precision parameters achieved by each algorithm for the Ra,90 prediction model.
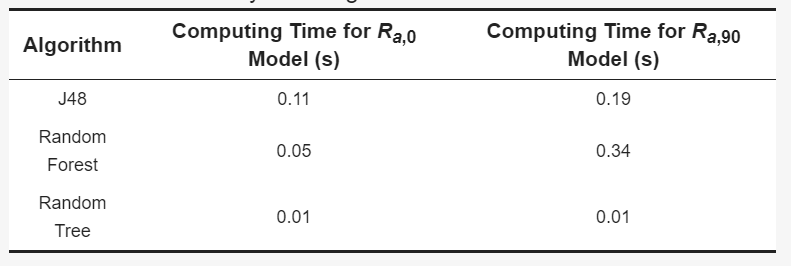
Time used by each algorithm to build and validate the model. Study of topologies and issues like surface roughness and finishing continue to be critical to 3D printing enterprises as users explore issues with complex internal structures, antibacterial surfaces, hydrophobic and hydrophilic surfaces, and more. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com. Please enable JavaScript to view the comments powered by Disqus.Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com August 27, 2019 at 03:15AM
https://ift.tt/2LeUYxl
Shahram Saadat: Fixations https://ift.tt/2MFQfYu Shahram Saadat is a photographer currently based in London. His work focuses on the form of objects, bridging the gap between reality and fiction. He is also the founder of publishing house Duende Print; a platform he launched whilst studying photography at London College of Communication which aims to showcase the working of emerging artists, as well as his own. Shahram currently works in the fashion industry, whilst also continuing with his artistic practice both studio and exhibition based.
Fixations is a collection of appropriated newspaper poster headlines, all created by the method of Letterpress. These headlines have a word altered in order to create a new message. They were then displayed in an urban environment as if they were authentic headlines, in order to gauge the audience’s reactions. There were none. Shahram’s conclusion was that we are so used to the constant bombardment of words around us that we have become immune to their meaning. “The use of words without images is an aspect which the media exploit. Provocative wording allows the viewer’s imagination to create a story, thus compelling them to pick up the paper and read the complete article. The headline serves purely as an advert for news stories. The more intriguing, the more compelling.”
Fixations is Shahram’s comment on the role of the media and the impact they have on the public. The lack of photographs in these posters is key in maintaining the ambiguity of the headlines. The absence of images allows the viewer’s imagination and curiosity to take over. It is confirmation of the power of the story. On the subject of his project, Shahram states; “Deception is an aspect which is associated with the media; it might be suggested that deception occurs when someone is led to believe what is false. This results in confusion and misinformation. The headline becomes part of the background – one more unsettled question”.
Shahram’s choice of colour intends to echo already existing headline posters. This offers familiarity of context within the piece. Fixations is a series letterpress prints, in contrast to the digital methods of the media outlets. Letterpress takes time to create and results in a handcrafted finish. But this creates a tension in his work since news changes fast; “My work emphasises the speed at which news changes. By the time I have perfected the typeface, my headlines are already out of date” he explains. Shahram has always been intrigued by type and graphic design. Headlines out on the street stands grab attention by their deliberate economy of words. They exist to sell news, but out of context, they present interesting and forceful one-liners. “In this way the newspaper headline, with its careful selection of words without imagery, mirrors a kind of poetry; every word counts. For this reason, my headlines are my own inventions – open-ended, descriptive without direct association. I want my viewers to feel for my work the same fascination for a compelling header.” Hence, Shahram’s work serves to illustrate the power of the media, to not only relay news but to distort and diverge through use of words to sell the product and capture the viewer’s imagination.
www.shahramsaadat.com Printing via People of Print https://ift.tt/2DhgcW7 August 27, 2019 at 03:04AM 3D Printing Antennas to Test Conductive Filament & 3D Printing Parameters https://ift.tt/2MMt8fd Researchers from Chile and Spain used a variety of samples to study settings for 3D printing samples in ‘Parametric Study of 3D Additive Printing Parameters Using Conductive Filaments on Microwave Topologies.’ While accessibility and affordability has accelerated exponentially for 3D printing users over the past few years, skill in setting parameters—along with limits in lower-level hardware—is an ongoing topic; here though, the research team adds another level of complexity to the equation in 3D printing with conductive filaments. While there are many previous studies regarding 3D printing with a variety of different techniques, and parameters, conductivity is rarely further explored—with most data centered around dielectric filaments; however, as affordability in materials continues to expand, use of conductive filament merits more study regarding characterization, performance, and settings.
Remarking on the few compatible filaments on the market for basic 3D printing, the researchers decided to use 1.75-mm Electrifi conductive filament in this study, offering a resistivity of 0.006 Ω⋅ cm—chosen due to its very high level of conductivity in comparison to the few others available. 
Custom-made EIE 3D printer from Ocular 3D. Characterization was performed with a microstrip transmission line, using a substrate targeted toward conductive filament printed on a modified Ocular 3D printer. For ultimate optimization, the team customized the hot-end with a CNC machine, aiming toward improved filament flux and preventing any possible damage or clogging. 
Custom-made EIE 3D printer from Ocular 3D.
Measured transmission losses of the reference transmission line over the PLA and compared with a standard microstrip line etched on FR-4.
3D-printed microstrip line. a) Isometric layout b) Top view of the constructed microstrip line. Printer settings were established once microstrip line dimensions were outlined, with infill percentages shown in the figure below: 
3D-printed microstrip line. a) Isometric layout b) Top view of the constructed microstrip line. Concentric infill, triangle infill, and zig-zag infill were chosen, and patterns were constructed with layer heights of 0.2 mm, 0.25 mm, and 0.3 mm—meant to offer stability during fabrication. Lower layer heights proved less stable in prior experiments. Overall, the team 3D printed a variety of 27 microstrips. Two different antennas were built in the end: one microstrip patch and one pyramidal horn. The first was meant to be like a typical manufactured one, while the other was meant to test out both an aperture antenna topology with a waveguide feed as well as a method for assessing the efficacy of a lighter-weight product and its effect on performance. The team tested both antenna in an anechoic chamber. 
Microstrip 3D-printed patch antenna. a) Isometric layout. b) Top view of the constructed microstrip patch antenna. 
Simulated and measured reflection coefficient |S_{11}| as a function of frequency of the microstrip 3D-printed patch antenna.
3D printing parameters is a constant source of challenge—and study—for users involved in a wide array of projects from processing parameters and testing cellular structures to optimizing parameters for use with other materials, and investigating typical issues like surface roughness. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com. 
Constructed patch antennas for comparison. a) Copper foils over PLA. b) Copper etched over FR-4. [Source / Images: ‘ Parametric Study of 3D Additive Printing Parameters Using Conductive Filaments on Microwave Topologies’] Please enable JavaScript to view the comments powered by Disqus.Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com August 27, 2019 at 02:18AM The International Space Station Has a New Partner in Regenerative Medicine https://ift.tt/2KZNtvn
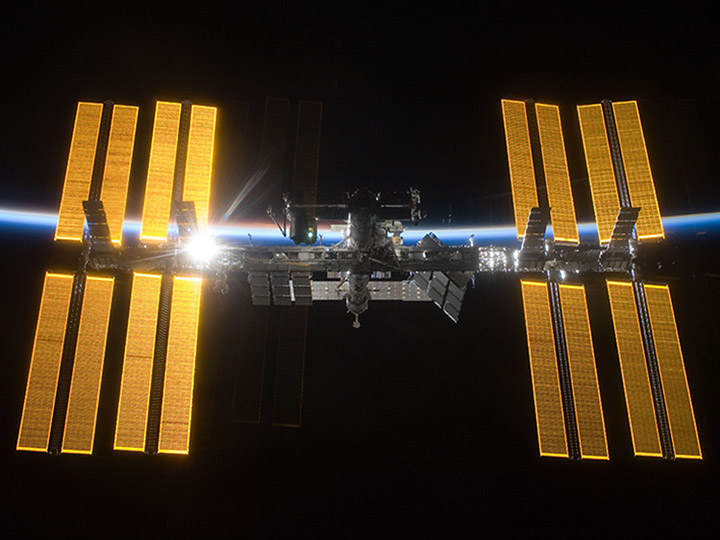
The research alliance between the University of Pittsburgh’s (Pitt) McGowan Institute for Regenerative Medicine (MIRM) and the ISS is a great example of the ultimate vision of a space development that could result in the advancement of biomedical products in space, which could ultimately benefit human health on Earth and eventually push forth the discoveries of space-based science. In 2018, NASA approached researchers at the McGowan Institute, in Pennsylvania, to lead a multi-year effort, and earlier this month, the alliance (a core element of the ISS National Laboratory Industrial Biomedicine Program) was unveiled at the 8th annual ISS Research and Development Conference held in Atlanta. The new partnership will evoke the principles of microgravity and its effect on regenerative medicine-based therapies as research moves to the orbiting laboratory and scientists continue to experiment with 3D printing in space. The ISS provides a unique platform to conduct studies in a microgravity environment and this new partnership will serve as a benchmark for how the ISS National Laboratory develops similar programs in the future involving research and development activities aboard the space station.

William Wagner According to the ISS National Lab, McGowan Institute will collaborate with partners from industry, other academic research centers, and government agencies to drive the progress of regenerative medicine research onboard the ISS. As part of the endeavor, the University of Pittsburgh will also develop Earth-based facilities on campus to advance research and meet with potential partners while working in coordination with the ISS about flight opportunities to the orbiting laboratory. Scientists will look to exploit the unique behavior of stem cells in microgravity to improve cell-based therapies for a variety of diseases and impairments, including traumatic brain injury and type I diabetes. Similarly, microgravity could allow 3D printers to create complex tissue structures that are difficult to achieve in the presence of full gravity.
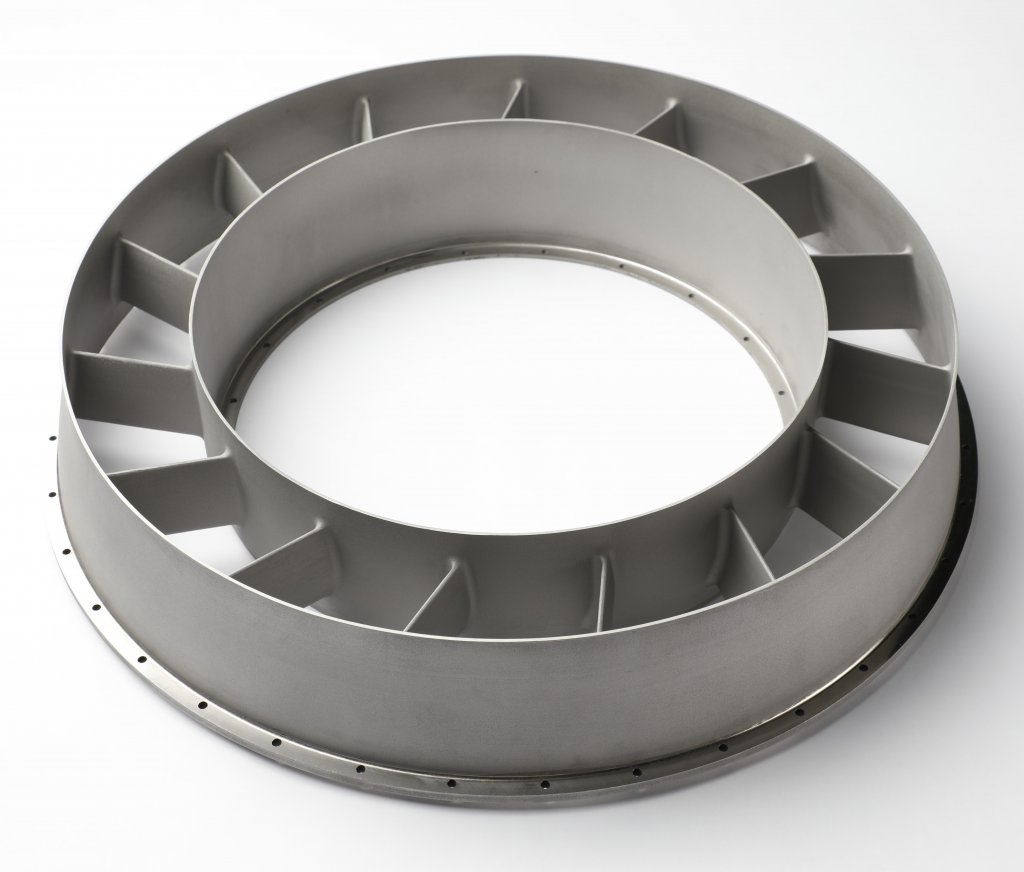
At the beginning of the year, Wagner–who is also professor of surgery, bioengineering and chemical engineering at Pitt–said that the Institute’s philosophy is to get the technology to the patient, and emphasized that “if what we do does not impact patients’ lives, we’ve not fulfilled our mission”. It appears that this clever partnership might be just what the institute needs to scale up their work on stem cell research, tissue engineering of biomaterials and eventually bioengineering organs with 3D printing. [Images: University of Pittsburgh’s McGowan Institute and ISS] Please enable JavaScript to view the comments powered by Disqus.Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com August 27, 2019 at 12:24AM Interview with Guy Ofek of GF Machining Solutions on Integrating Metal Additive in Manufacturing8/26/2019 Interview with Guy Ofek of GF Machining Solutions on Integrating Metal Additive in Manufacturing https://ift.tt/2KWqPUB Guy J. Ofek has spent over 16 years helping companies find the best manufacturing solutions throughout Asia. Nearly 11 years of those were in 3D Printing for Stratasys and other vendors. This has made him a seasoned veteran in the field. Guy now works for GF Machining Solutions, a leading provider of machine tools, solutions, and services that is bringing automation and integrated manufacturing to 3D Printing. We’re all becoming aware that the current area of expansion in 3D printing is on the concrete floors of manufacturing facilities worldwide. Companies are taking the lab boxes that were made to discover new materials and print prototypes and try to turn them into production devices. Whereas in the marketing copy and press releases everyone is a professional and focused on manufacturing, very few companies are actually manufacturing using 3D Printing. Those who do, quickly find out that they need to integrate this foreign process into tried and true systems, facilities and processes. This is difficult and leads to tough projects worldwide that need new thinking, new processes, and new machinery. GF Machining Solutions is a firm that has squarely put itself in between that problem and possible solutions for clients. It’s a bold and smart play for a 1,066 million Swiss franc revenue firm with close to 4,000 employees. GF Machining Solutions offers an extensive portfolio, ranging from Electrical Discharge Machining (EDM) solutions, Milling machines and Spindles to 3D Laser texturing machines, Additive Manufacturing and machines for Laser micromachining targeted at the aerospace, automotive and medical segments, among others. All of these areas have seen strong impacts from 3D printing. A few years ago, GF Machining Solutions, on the one hand, has found itself under possible disruption by 3D printing, while on the other has found its machining solutions being used extensively by the 3D printing industry. Wire-cutting EDM (WEDM, Wire EDM) is almost a necessary step for many metal 3D printed parts. The firm has since taken its many complementary skillsets and has begun offering integrated solutions for the 3D printing industry. With partnerships, devices and solutions, GF Machining Solutions seems to be one of only very few large industrial machine tool companies taking 3D printing seriously at the moment, so we thought it very prudent to find out what the firm is up to.
What is GF Machining Solutions? GF Machining Solutions is the world’s leading provider of machine tools, diverse technical solutions and services to manufacturers of precision molds and tooling and of tight-tolerance, precision-machined components. The key segments we serve include the aerospace, automotive, medical, energy, information and communications technology (ICT) and electronics industries. Our extensive portfolio ranges from Electrical Discharge Machining (EDM) solutions, three- and five-axis Milling machines and Spindles, 3D Laser texturing machines, Additive Manufacturing and machines for Laser micromachining to solutions for Tooling, Automation, Software and Digitalization – all backed by unrivaled Customer Services and support. Based in Switzerland, GF Machining Solutions belong to Georg Fischer AG (FI/N: SIX Swiss Ex) and is present in over 50 countries with its own sales companies. In addition, we operate production facilities and research and development centers in Switzerland, the USA, Sweden, and China. For a century and a half, GF Machining Solutions has been an innovator and a source of strength to customers. Our history of technology leadership includes expansion into technologies that have spurred our customers’ growth, and – with an eye to the future – we continue to innovate in order to advance the success of our customers in particular and the machine tool industry as a whole. Why did you get involved with Additive Manufacturing? GF Machining Solutions believe that Additive Manufacturing will play an important role in the future of manufacturing. Given our specific expertise in traditional subtractive manufacturing and Automation, we feel the latter can help bridge the gap between prototyping and manufacturing, especially since metal Additive Manufacturing today―and going into the future―will be all about hybrid manufacturing. Do you see it working closely with other machining operations? Yes by all means, in particular when it comes to metal additive, as users must always separate the metal-made part from the metal build plate. This is an operation normally done by band saws or wire-cutting EDM machines, so as part of the GF Machining Solutions mission “To integrate and optimize metal additive workflow“, we will introduce a wire-cutting EDM machine dedicated to metal additive at the coming EMO show this September. It will allow manufacturers to separate parts from the build plate in a horizontal manner. This new AgieCharmilles WEDM product will use GF Machining Solutions’ fast-wire technology and is ready for integration with any other technologies, using its built-in System 3R clamping solution. In addition, more often than not, the surface quality of parts out of any metal printer out there is insufficient to meet the Ra requirement of tool makers, aero-engine OEMs and many others, who use metal additive to produce final parts, hence the need for Milling technology and or EDM machines to better the surface up to the mark. How does your extensive experience in machining help you? It is no secret that the additive industry has been “living on an island”, so to speak, for most of its over 30 years of existence, having serviced mainly applications around product development―in other words, prototypes aimed for fit, form and functional testing. I say “living on an island”, because the additive industry―in the past eight to ten years―has been pushing towards the adoption of the technologies in manufacturing and production environments, which are “the mainland” or the 12 trillion “Holy Grail” if you like, and in this environment, the rules of the game are somewhat different. For instance, in the world of product development, one must employ absolute flexibility allowing to design and test as many variations as possible of that one specific product in order to establish which one actually works best. On top of that, elements such as productivity, robustness, cost efficiency, redundancy, Mean Time Between Visits (MTBV), response time and many more, all are very important when we talk about production, yet have far less importance, if any, in the world of product development.
You’ve partnered with EOS and 3D Systems? Indeed, in the past, we collaborated with EOS in order to promote a specific metal-printing machine (AM 290 Tooling) to the mold and die segment given our strong affinity to the segment. Later in 2018, we announced a strategic cooperation with 3D Systems for jointly developed and integrated manufacturing solutions based on 3D printing. The first product of this cooperation – the DMP Factory 500 metal Additive Manufacturing solution – was launched in September 2018 during IMTS in the US. Now, 11 months after we inked this partnership, we are very happy with the developments made thus far and feel there is much we can do to bring our shared vision of integrated and optimized metal additive workflow to our customers looking to integrate metal additive into their production environments. You are developing “integrated manufacturing solutions” with 3D Systems, what does that mean? As GF is a full partner in the design, development and production of some of the co-branded 3D metal printers, the goal of both companies is to jointly develop solutions able to close the gap between the current stand-alone metal AM machines, and the “factory of the future”, where all elements of Industry 4.0 are fully integrated. In other words, in order to be able to realize our shared vision, which have driven the additive industry for years now, and see end-to-end additive solutions actually being integrated into the shop floor, we believe it’s vital to make adjustments to the existing hardware and software environments to enable a seamless and efficient workflow.
For example, at present Additive Manufacturing machines, as well as the much-required post processing―whichever it may be―are very labor intensive, as the entire process is manual. Even if additive manufacturing is not meant for mass production, all agree that automation, of some sort, must be introduced in order to improve the workflow, increase operators’ safety and create a cost-efficient process all together. For these purposes, we took the first step by integrating a System 3R Delphin chuck into the DMP Factory 500, thereby allowing the operator to seamlessly move the build plate (which sits on-top of the chuck) from the metal additive machine onto a wire-cutting EDM or Milling machine for further processing. This saves time in clamping and making dedicated tooling after the part has been separated from the build plate. Is 3D printing a threat to casting, or will it augment traditional casting operations? Historically, there were only two traditional ways to turn a raw material into a shape that was as close as possible to the desired product: Forging or Casting, and each had its own pros and cons. With Additive Manufacturing, we now have a third method, which opens new possibilities and as such, is very exciting. Additive, however, has its own limitations, and it is because of that it is perhaps very complementary to Casting. The Sales Manager of GF Additive SA (AMotion Center) in Switzerland, Mr. Marco Salvisberg, recently noted that on the one hand, 3D printing certainly poses a threat to some investment casting applications, as parts that used to be produced by investment casting are already being 3D-printed today, and one can only expect the scale to grow in the future. This depends on the segment, but with regard to aviation and IGT (Industrial Gas Turbine) business, 10-40% of today’s portfolio of casted parts will be printed in the AMotion Center in the long term. Is more automation needed in 3D Printing, and if so, where? Automation is of course required in 3D printing, much like in any other process or technology, in order to foster productivity and improve workflow efficiency. Automation comes in two basic forms, internal and external, and we foresee that additive, in time, will adopt both. A simple example of internal automation is an Automatic Tool Changer (ATC) in a CNC machine, while an example for external automation could be an integration of a robotic arm―stationary or on a slide base―into a production cell, turning it into a Flexible Manufacturing System (FMS).
How do you wish to partner with customers in 3D Printing? Ideally, we see ourselves collaborating with companies and organizations having existing metal additive experience, as those very often understand far better not only the benefits the technology has to offer, but also the challenges and complexities involved in moving from prototyping and R&D to the production floor. For such users, we believe we bring the most value considering the robustness of our co-branded metal additive solutions – such as the DMP Factory 350 – in addition to the built-in automation it incorporates, which is translated directly to maximum powder utilization and providing a safer environment for the operator. At the end of the day, the additive process in itself is merely 30% of the entire production workflow, so special attention should be paid to additional downstream processes. What can you offer them? As a group, drawing from the combined knowledge and experience in precision engineering and industrial automation, as well as the accumulated expertise in the provision of various casting solutions (iron sandcasting, aluminum and magnesium pressure die casting, precision casting) and additive technologies, we have the unique ability to offer clients far more than just a metal 3D printer. GF Machining Solutions sees itself as a provider of end-to-end value, ranging from consulting, part design, powders and parameters optimization, rapid prototyping using LPBF, EBM and DMD technologies and part certification (NADCAP) all the way to bridge and serial production of AM parts including processes for surface treatment, machining and coating and supply chain management.
Do you wish to sell machines, solutions, parts? As our name suggests, GF Machining Solutions is all about solutions rather than selling individual machines or technologies. What sets us apart is our unique ability to offer a wide range of technological solutions on top of our metal additive machines, in conjunction with the ability to integrate such solutions using our System 3R automation product line to create a workflow-optimized metal additive production environment. For clients looking for part production, application development and such other services, we normally suggest they work with our AMotion Center, which is geared toward consultancy and many other services. Those range from application, powder and parameter development all the way through design for AM, prototyping, bridge and serial production using multiple additive technologies (DMLS, EBM, DED), and above it all, they are NADCAP certified for aerospace and aeronautic companies. Can you build me a 3D printing factory? I am confident our decades-long experience and leadership in precision engineering and industrial automation can and will play a part when it comes to offering our clients integrative approach to metal additive. Producing metal additive parts require professionalism and expertise, and considering the fact many additional technologies are required in order to see a finished part, GF I believe is an ideal partner for anyone making his first steps into this fascinating technology and in particular for advanced users looking to move into series production. Such step requires finding ways to lower cost per part, enablement of operation and productivity excellence and reduction of total cost of ownership and I fundamentally believe the metal AM production units we produce, are designed to deliver not only very high quality parts, but also to do so over lengthy periods allowing maximum uptime leading to lower cost per part and a solid return on investment.
What is the AM market like in Asia? Asia is a mixed bag as you may know, and as such, one can see all the shades of the rainbow when moving from north to south or east to west. When it comes to metal additive, we see a nice and steady adoption in China and Japan, where users in segments such as aerospace, energy, medical and tooling are using metal additive more and more in an effort to create lighter parts, better functional designs and speed up their lead times. Other than that, we also see interesting opportunities in Korea, Taiwan, Singapore and India, with innovative users looking to either adopt metal additive, or even step up and move into production-related applications, after their R&D departments have been exploring the technology and created viable applications for the past years.
What advice do you have for companies who wish to manufacture with 3D Printing? Additive is all about customization, different ways to design products and making products in a completely different way compared to what we’ve grown accustomed to, which leads me to believe there is no “one size fits all”. Having said that, what I see separating the winners from the rest of the pack is an innovative spirit, a “can do” attitude, coupled with a drive to learn and develop, and yes, also to fail. Additive is an industry where everyone is learning and exploring, and in such an environment there are no “Plug-and-Play” solutions. Hence, in order to manufacture with 3D printing, one must first make sure one is in the game, and one willing to fail and unlearn – not only because failure to do so could be detrimental to the viability of the business in the long run, but mainly because the rewards one stands to reap as a result of incorporating additive into the process chain may very well be significant. Please enable JavaScript to view the comments powered by Disqus. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com August 26, 2019 at 07:39AM Makerbot Launches Method X Brings Real ABS 3D Printing to Manufacturing https://ift.tt/2Hr0n37 MakerBot, a global leader in 3D printing, announces the launch of METHOD X, a manufacturing workstation engineered to challenge traditional manufacturing with real ABS (acrylonitrile butadiene styrene) material, a 100°C chamber, and Stratasys SR-30 soluble supports to deliver exceptional dimensional accuracy and precision for complex, durable parts. METHOD X is capable of printing real ABS that can withstand up to 15°C higher temperatures, is up to 26% more rigid, and up to 12% stronger than modified ABS formulations used on desktop 3D printer competitors.1 Real ABS parts printed on METHOD X have no warping or cracking that typically occurs when printing modified ABS on desktop platforms without heated chambers.
Desktop 3D printer manufacturers attempt to get around part deformation that occurs, due to the high shrinkage rate of the material, by using a heated build plate in combination with altered ABS formulations that are easier to print but compromise thermal and mechanical properties. MakerBot Precision ABS has a heat deflection temperature of up to 15°C higher than competitors’ ABS, which are modified to make material printable without a heated chamber. With METHOD X, the 100°C Circulating Heated Chamber significantly reduces part deformation while increasing part durability and surface finish.
The MakerBot METHOD X combines industry expertise and technologies from Stratasys® (Nasdaq: SSYS)—the worldwide leader in industrial 3D printing—with MakerBot’s accessibility and ease of use to provide professionals with an industrial 3D printer at a disruptive price point. MakerBot ABS for METHOD has excellent thermal and mechanical properties similar to ABS materials used for injection molding applications—making it ideal for a wide range of applications, including end-use parts, manufacturing tools, and functional prototypes. A 100°C Circulating Heated Chamber provides a stable print environment for superior Z-layer bonding—resulting in high-strength parts with superior surface finish. With the MakerBot METHOD X, engineers can design, test, and produce models and custom end-use parts with durable, production-grade ABS for their manufacturing needs.
Also new is the availability of Stratasys SR-30 material for easy and fast support removal. METHOD X is the only 3D printer in its price class that uses SR-30—enabling unlimited design freedom and the ability to print unrestricted geometries, such as large overhangs, cavities, and shelled parts. The combination of SR-30 and MakerBot ABS is designed to provide outstanding surface finish and print precision. “When we initially launched METHOD, we broke the price-to-performance barrier by delivering a 3D printer that was designed to bridge the technology gap between industrial and desktop 3D printers. This made industrial 3D printing accessible to professionals for the first time. Since then, we have shipped hundreds of printers and received positive feedback from a number of our customers on the precision and reliability of the machine,” said Nadav Goshen, CEO, MakerBot. “With METHOD X, we are taking a step further to revolutionize manufacturing. METHOD X was created for engineers who need true ABS for production-ready parts that are dimensionally-accurate with no geometric restrictions. METHOD X delivers industrial-level 3D printing without compromising on ABS material properties and automation in a new price category.”
Engineered as an automated, tinker-free industrial 3D printing system, METHOD X includes industrial features such as Dry-Sealed Material Bays, Dual Performance Extruders, Soluble Supports, and an Ultra-Rigid Metal Frame. METHOD X’s automation and industrial technologies create a controlled printing environment so professionals can design, test, and iterate faster. The lengthened thermal core in the performance extruders are up to 50% longer than a standard hot end to enable faster extrusion, resulting in up to 2X faster print speeds than desktop 3D printers.2 These key technologies—combined with MakerBot ABS for METHOD—are designed to help engineers achieve dimensionally-accurate, production-grade parts at a significantly lower cost than traditional manufacturing processes. Engineers can print repeatable and consistent parts, such as jigs, fixtures, and end-effectors, with a measurable dimensional accuracy of ± 0.2mm (± 0.007in).3 METHOD X can be used with MakerBot’s lines of Precision and Specialty Materials, including MakerBot PLA, MakerBot TOUGH, MakerBot PETG, MakerBot PVA, MakerBot ABS, and SR-30, with more to come. MakerBot METHOD X’s automated and advanced features provide users with a seamless workflow to help them optimize their design and production processes. The MakerBot METHOD X is one of the most intelligent 3D printers on the market, with 21 onboard sensors that help users monitor, enhance, and print their projects, including RFID chips, temperature sensing, humidity control, material detection, and more. The METHOD platform provides a seamless CAD to part workflow, with Solidworks, Autodesk Fusion 360 and Inventor plug-ins and support for over 30 types of CAD files, helping users turn their CAD files to parts quicker. The METHOD platform has been tested by MakerBot for over 300,000 hours of system reliability, subsystem, and print quality testing.4 Shipping of METHOD X is expected to begin at the end of August 2019. To learn more about the MakerBot METHOD X, visit www.makerbot.com/method. 1 Based on internal testing of injection molded specimens of METHOD X ABS compared to ABS from a leading desktop 3D printer competitor. Tensile strength testing was performed according to ASTM D638 and HDT B testing according to ASTM D648. About MakerBot We believe there’s an innovator in everyone, so we make the 3D printing tools that make your ideas matter. Discover innovation with MakerBot 3D printing. To learn more about MakerBot, visit makerbot.com. Note Regarding Forward-Looking Statement The statements in this press release relating to Stratasys’ and/or MakerBot’s beliefs regarding the benefits consumers will experience from the MakerBot METHOD X and its features and Stratasys’ and MakerBot’s expectations on timing of shipping the MakerBot METHOD X are forward-looking statements reflecting management’s current expectations and beliefs. These forward-looking statements are based on current information that is, by its nature, subject to rapid and even abrupt change. Due to risks and uncertainties associated with Stratasys’ and MakerBot’s businesses, actual results could differ materially from those projected or implied by these forward-looking statements. These risks and uncertainties include, but are not limited to: the risk that consumers will not perceive the benefits of the MakerBot METHOD X and its features to be the same as Stratasys and MakerBot do; the risk that unforeseen technical difficulties will delay the shipping of the MakerBot METHOD X; and other risk factors set forth under the caption “Risk Factors” in Stratasys’ most recent Annual Report on Form 20-F, filed with the Securities and Exchange Commission (SEC) on March 7, 2019. Stratasys (or MakerBot) is under no obligation (and expressly disclaims any obligation) to update or alter its forward-looking statements, whether as a result of new information, future events or otherwise, except as otherwise required by the rules and regulations of the SEC. Please enable JavaScript to view the comments powered by Disqus.Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com August 26, 2019 at 05:18AM How Effective are 3D Printed Reefs? https://ift.tt/2PdDuqk Researchers from the School of Marine Science and Policy at the University of Delaware are looking further into the concept of 3D printed models placed in the vicinity of coral and fish, touching on concerns regarding toxicity and chemical leaching. In the recently published ‘3D printed objects do not impact the behavior of a coral-associated damselfish or survival of a settling stony coral,’ authors Emily J. Ruhl and Danielle L. Dixson outline their findings regarding the use of 3D printed models in coral reef behavioral research.
For this study, the team experimented with the use of 3D printed and natural skeletons placed amidst blue-green chromis, along with researching the survival rate of Caribbean mustard hill coral on a 3D printed substrate. In creating the models, they photographed the coral from 50 different angles, using a simple iPhone. After converting the files into 3D designs, they printed the models to life-size dimensions on the following variety of 3D printers: The researchers then acclimated the 3D printed models in seawater for a week, after which a ‘cafeteria-style arrangement’ was set up:

Replicates of P. damicornis (top) and A. formosa (bottom) control corals 3D printed with nGen, XT, PLA, and SS filament, respectively. The authors recorded the habitat non-stop, and overall discovered that experimenting with 3D printed objects in situ rendered benign results, demonstrating suitability for assessment of a range of reef behaviors and habits.
While many users and researchers today are concerned about the impact of 3D printing on the environment, the technology has been used in many different projects behind helping to save it, from preparing to rid the ocean of plastic waste to removing pollutants from the air and even stopping food waste. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com. 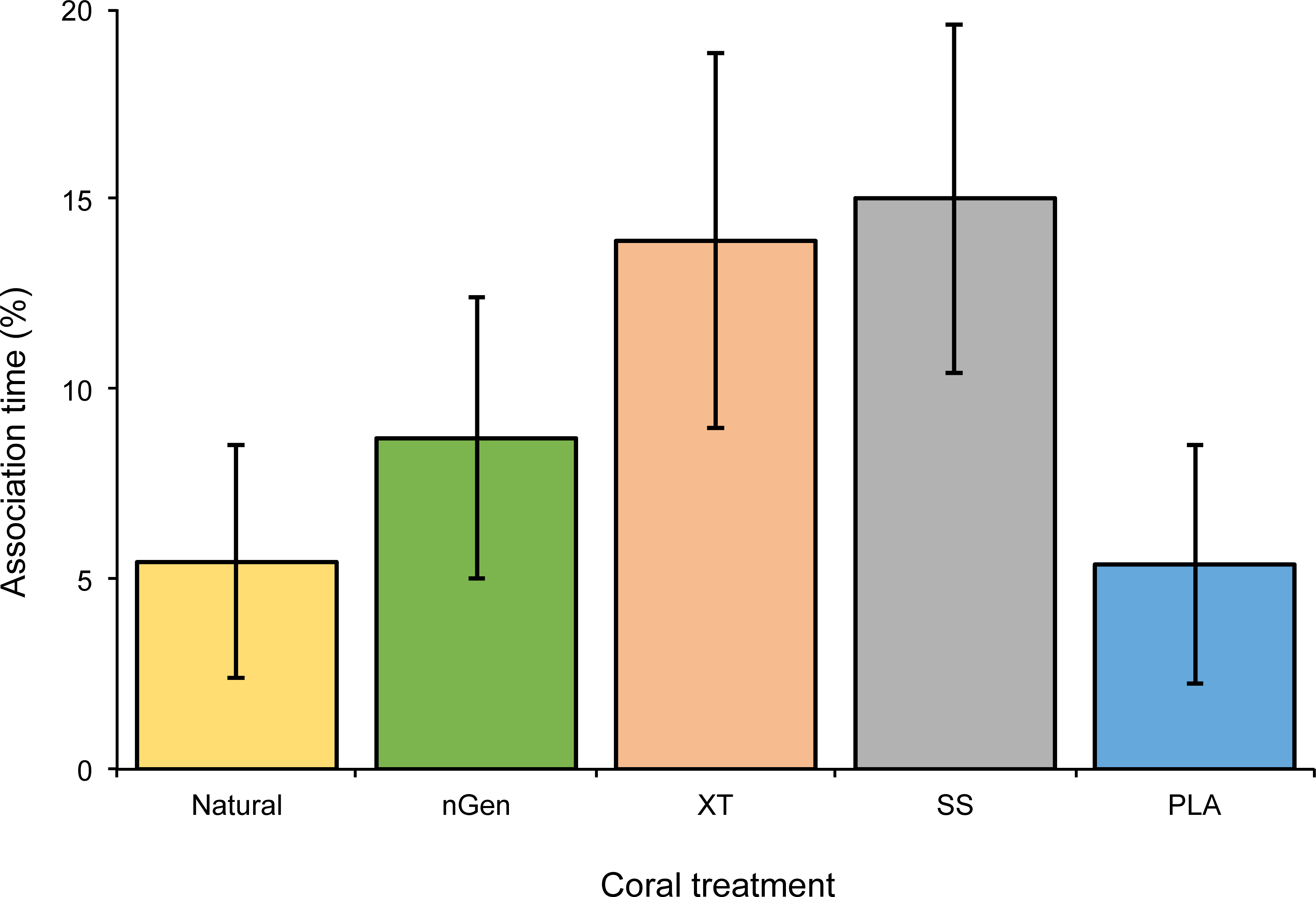
viridis spent in association with any of the coral habitat treatments (n = 44). 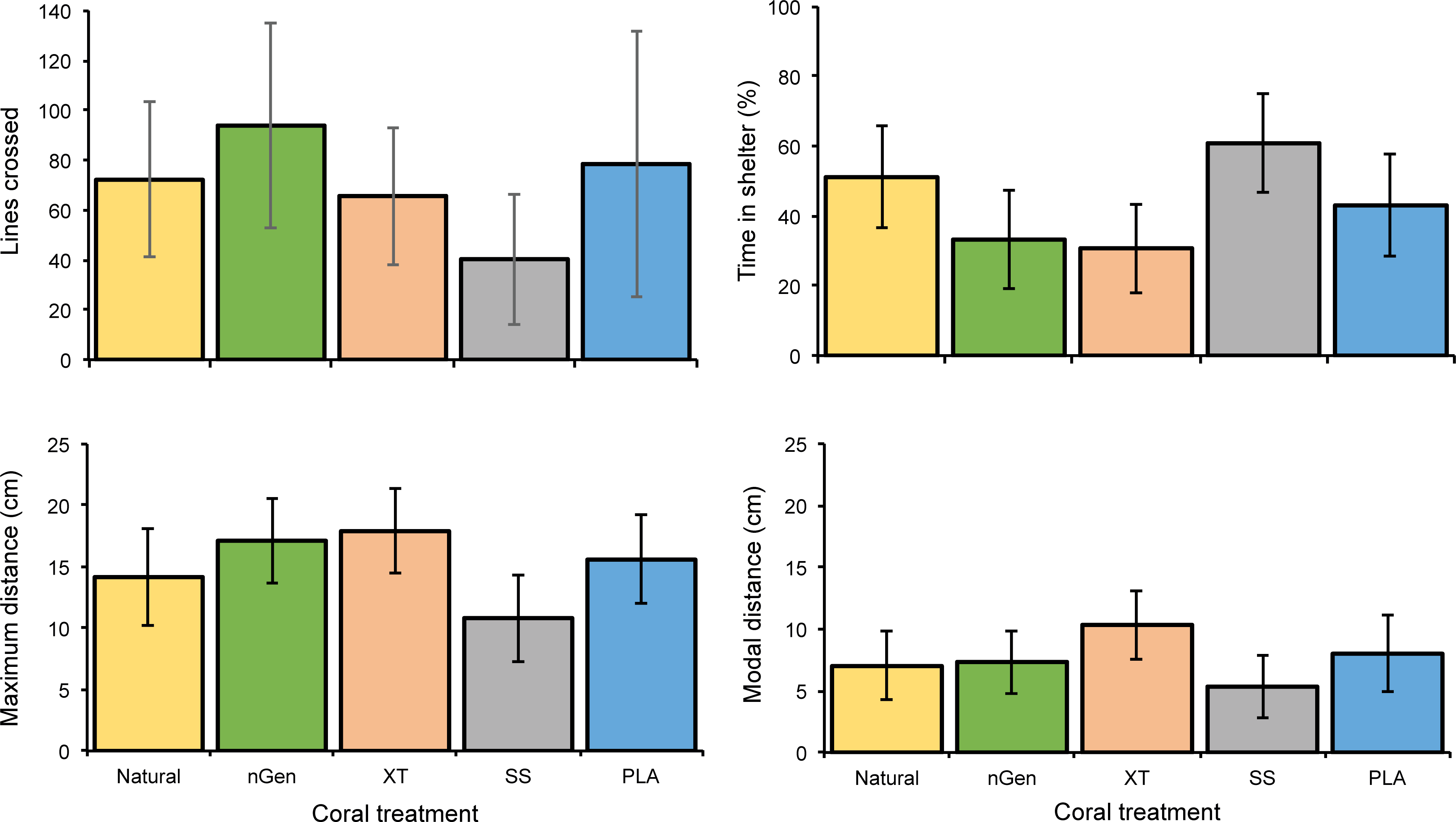
Mean behavioral responses (± SE) by C. viridis when exposed to 3D printed or coral skeleton habitats (n = 12). [Source / Images: ‘ 3D printed objects do not impact the behavior of a coral-associated damselfish or survival of a settling stony coral’] Please enable JavaScript to view the comments powered by Disqus. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com August 26, 2019 at 04:48AM Futuristic 3D Printing with HelixJet Plasma Manufacturing Process https://ift.tt/322ALBx While 3D printing takes many different forms these days, researchers from the UK and Germany are exploring a new angle with the HelixJet, a capacitively coupled radio frequency plasma with a double‐helix electrode configuration. Outlining their study in the recently published ‘HelixJet: An innovative plasma source for next-generation additive manufacturing (3D printing),’ the researchers compare laser sintering (LS) with their new method of melting powder for digital fabrication via the use of a plasma jet, using filaments that are helically shaped and able to rotate according to angle or ‘helicity’ of materials. 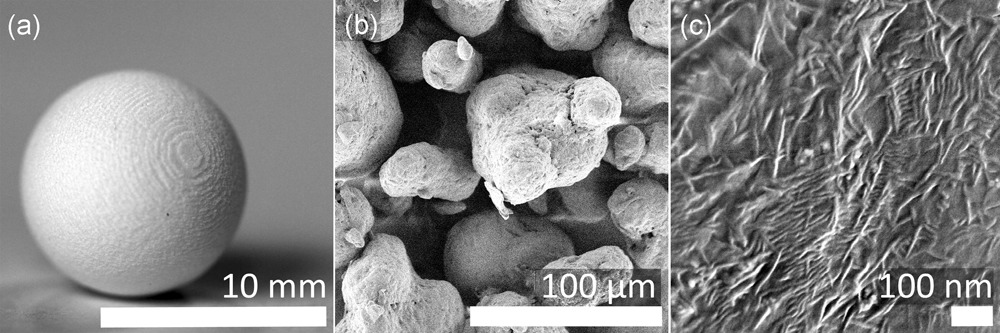
Laser‐sintered polyamide sphere L1. Light photograph (a) details of surface morphology at low (b) and high magnification (c) obtained by scanning electron microscopy of secondary electrons
Possessing suitable mechanical properties and good thermal characteristics, PA 12 is highly reproducible for LS processes, but still offering challenges in terms of efficiency—along with issues like elongation at break, porosity causing failure, and lower ductility. The researchers obtained the following from EOS for the study:
Samples were 3D printing on an EOS Formiga P100 LS system with default parameters. The HelixJet functions via radio frequency power connected to two double-helix electrodes, fed by argon. 
Specification of the plasma source and deposition conditions applied in plasma printing of polyamide 12 One ‘shot’ of powder was fed into the plasma, with momentum from the gas forcing particles through the plasma column. The electrodes, positioned perpendicular to the filaments ‘accelerated the gliding of the filaments in the new plasma source.’
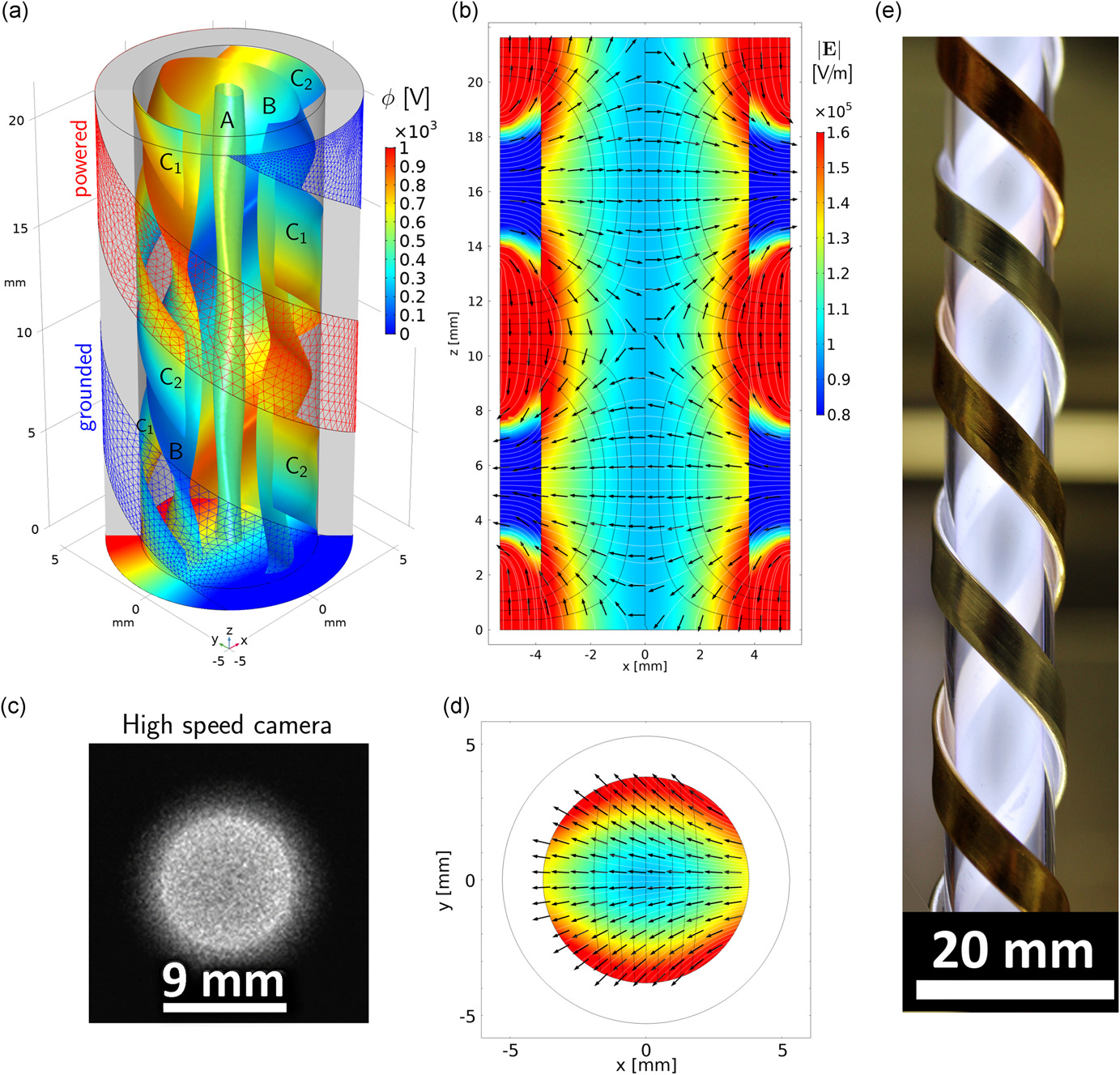
Predicted electric field in a section of the jet limited by one turn of both electrodes presented in a 3D plot (a) in a x–z cut at y = 0 (b) and in a x–y cut at z = 5.4 mm (d). The symbols in (a) denote isosurfaces with constant electric field magnitude |E| being equal to 102 kV/m (A), 130 kV/m (B) and 174 kV/m (C1 and C2). The experimental observations show an axial image taken by an HS camera PI‐MAX4 with the exposure time of 3 ns (c) and a side photo at 1/80 s by Canon EOS 600D (e) Experimentation proved that heating of the powder resulting in melting surface temperatures, with a colder core. The research team explained this as a ‘self-regulation effect,’ with mounting temperature and resulting evaporation cause the plasma to be ‘quenched,’ and drop the particle temperatures below the melting point.

Photo (a) and IR thermal image of the HelixJet (b). The HS IR camera was focused at the area labelled “zoom” for IR measurement of the particle temperature (compare with Figure 4). HS IR, high‐speed infrared 3D printing has become a technology with a vast array of techniques, hardware, software, and materials surrounding it—and chemistry plays a large role today and along with the use of different gases, with researchers studying gas chemistry, examining their effects on metal, and even innovating with gas turbine components. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com. 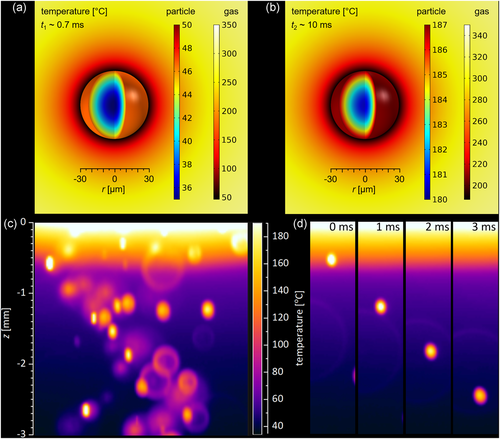
Temperature dynamics of particles. Particle and gas temperature obtained from heat‐transfer simulations after t1 = 6.6 × 10−4 s (a) and t2 = 9.3 × 10−3 s (b), both for a background temperature of 350 °C; high‐speed IR (infrared) thermography of particles in the effluent at 2 kfps: particle temperature from zoomed area indicated in Figure 3b (c), tracked single‐particle movement (d). Note that in (c) and (d) different sizes of particles are caused by IR imaging optics being focused to the axis of the jet. Particles out of focus appear with different size and with incorrect temperatures [Source / Income: ‘ HelixJet: An innovative plasma source for next-generation additive manufacturing (3D printing)’] Please enable JavaScript to view the comments powered by Disqus. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com August 26, 2019 at 04:33AM
https://ift.tt/3236xhJ
The Netherlands: Assessing 3D Printed Geo-Polymers in Concrete https://ift.tt/2Zi0SYt Researchers from The Netherlands are exploring further potential for 3D printing with concrete, outlining their findings in the recently published, ‘Life cycle assessment of 3D printing geo-polymer concrete: An ex-ante study.’ As both 3D printing and geo-polymers become attractive ventures to those involved in construction, areas such as Portland are working to replace ordinary cement for environmental purposes, decreasing use of materials and the amount of waste created. Four types of mold cores were used in a previous study relied on by the researchers, offering a mixture of samples created through 3D printing and more traditional techniques. The molds fabricated via 3D printing demonstrated better environmental performance. For this research, the team was centered around continuing to study environmental systems analysis as compared to previous work—but especially in developing new scenarios too related to the ex-ante framework.
Life-cycle assessment (LCA) is typically used in assessing environmental impacts for existing ‘product or service systems,’ while ex-ante LCA is used for novel product systems before they are put into action. 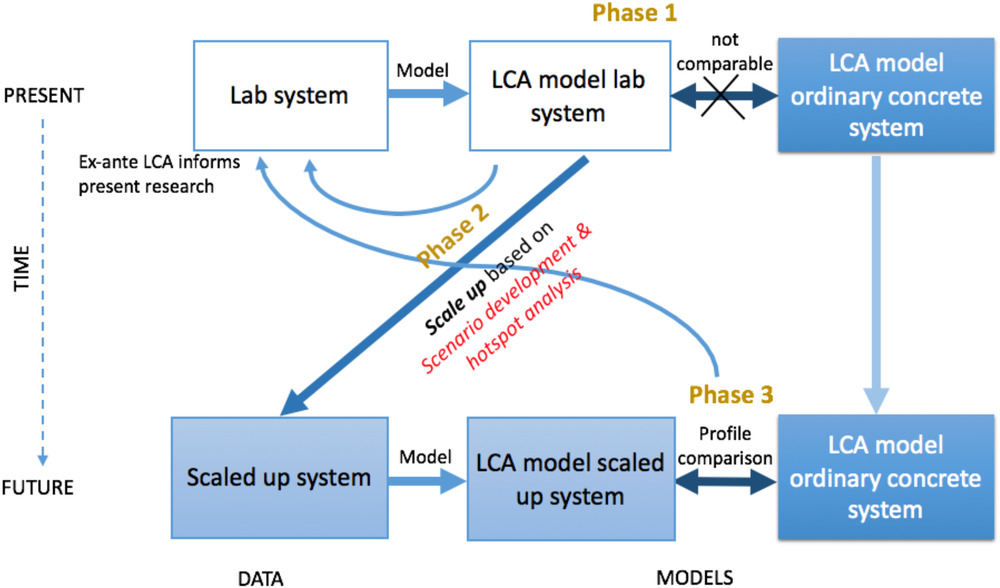
The summary of research processes (Adapted from Villares et al., 2017) For 3D printed geo-polymers, powder and binding materials are key in concrete production, requiring slag, fly ash, and sand. Powder is layered, and then silicate water additives are combined and mixed in, with the binding liquid then extruded in the 3D printer. The researchers analyzed the three phases of the system, from production of raw materials to transport to concrete manufacturing.
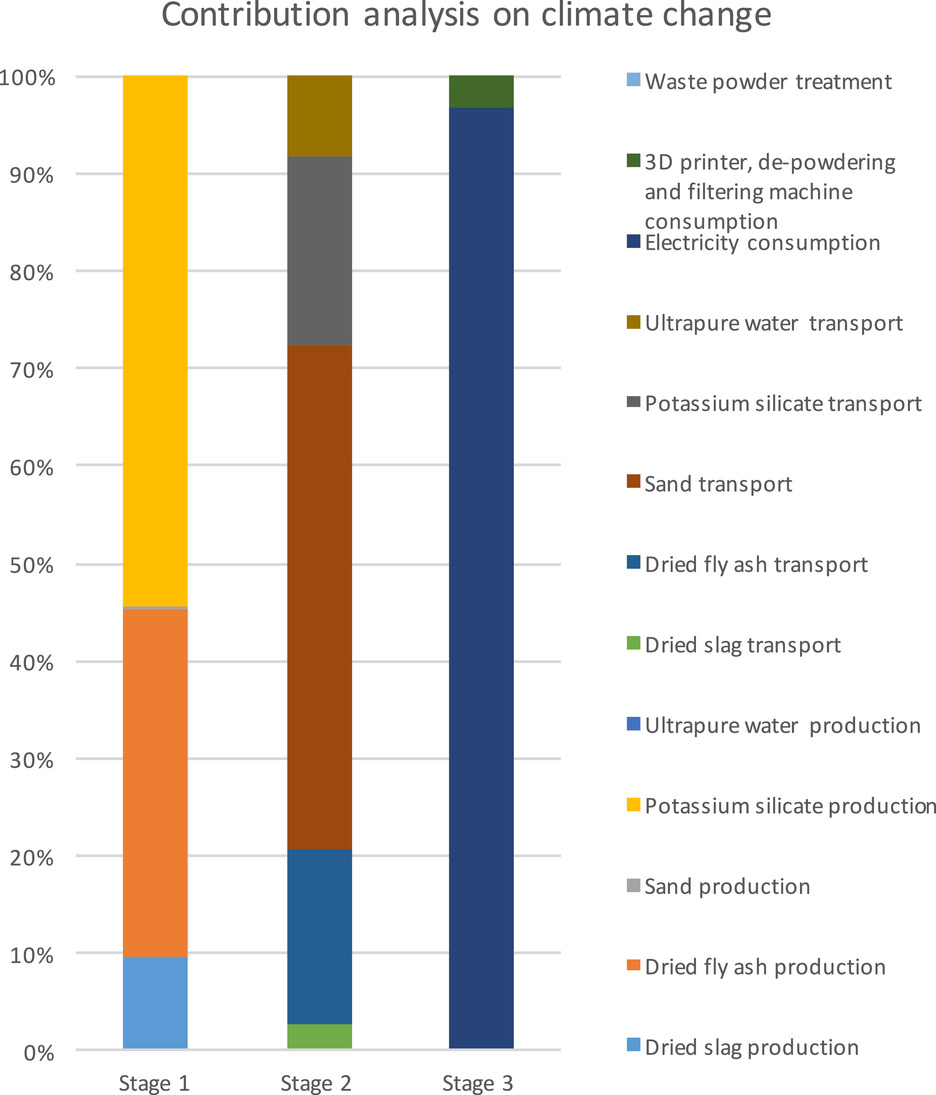
Contribution analysis on climate change. Underlying data used to create this figure can be found in supporting information. The researchers point out impact hotspots as:
Four scenarios were created to improve hotspots. See the table below. 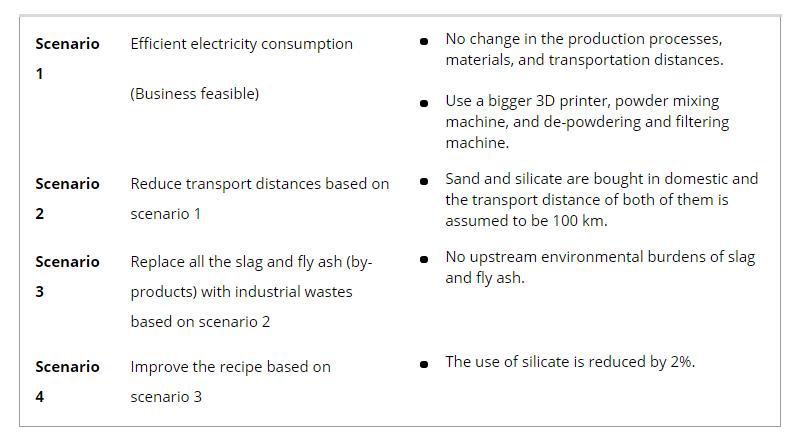
The details of four scenarios The researchers also worked to define environmental profiles of geo-polymer production for commercial use, and for technology they also included the typical raw materials such as cement, gravel, glass fiber, additives, and more. 
The flowchart of ordinary concrete panel
They also evaluated the technology over time, regarding three scenarios for improvement. 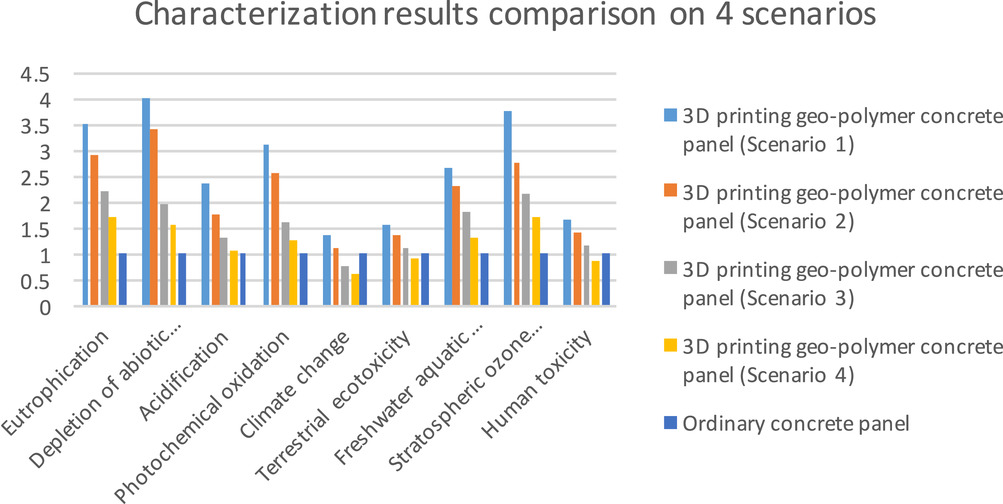
Comparative characterization results in four scenarios. Underlying data used to create this figure can be found in supporting information
3D printing is trending these days not only in allowing for rapid construction of homes and offices (even cars), but also in materials science as concrete is researched in other projects too from creating innovative reinforcements to optimizing parameters, and even self-healing capsules. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com. [Source / Images: ‘ Life cycle assessment of 3D printing geo-polymer concrete: An ex-ante study’] Please enable JavaScript to view the comments powered by Disqus.Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com August 26, 2019 at 03:51AM |
Categories
All
Archives
April 2023
|














 RSS Feed
RSS Feed
