
|
Boeing Creates the First 3D Printed Metal Satellite Antenna. Saves on Mass, Time and Costs https://ift.tt/2FDtYVf 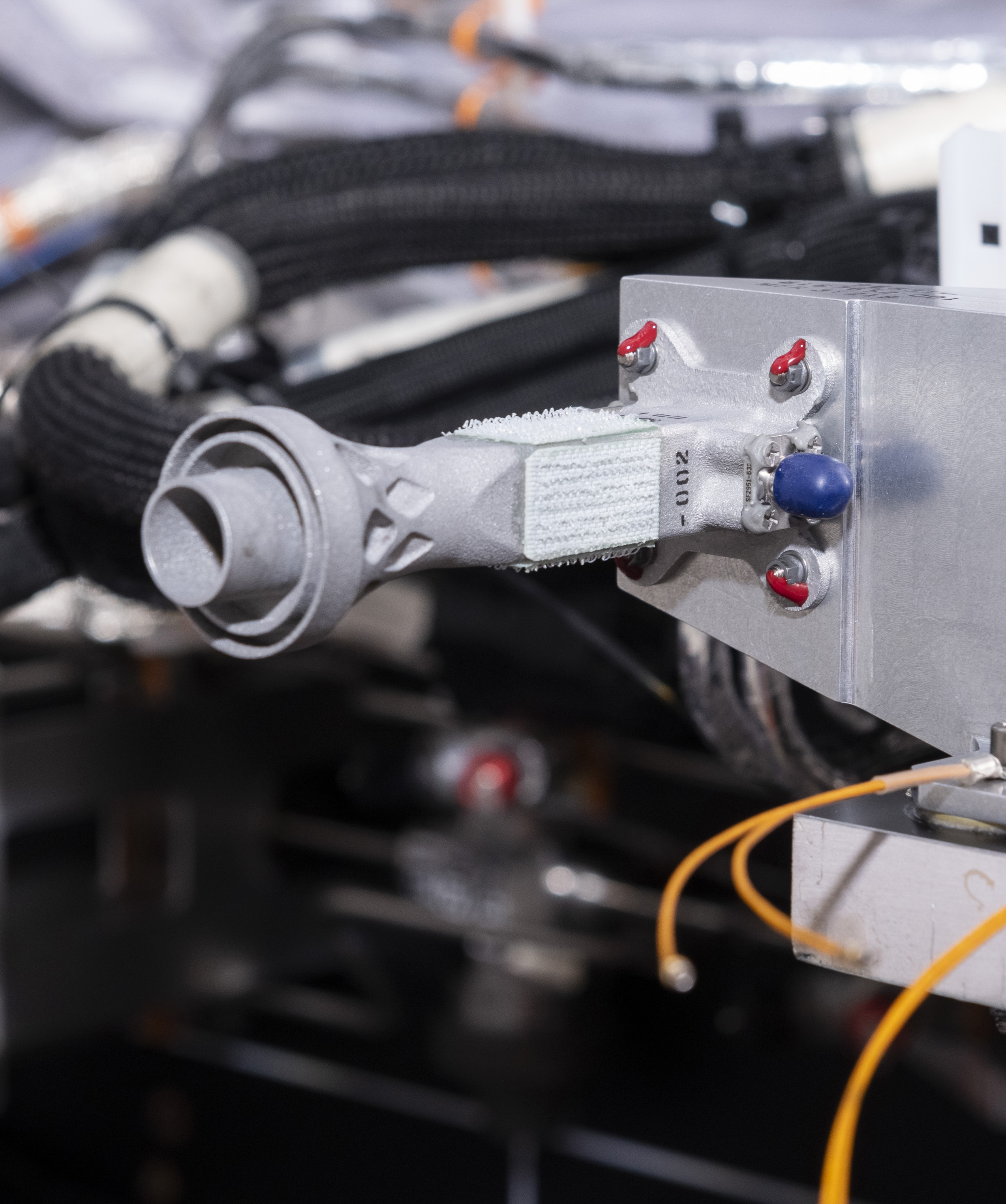
Boeing’s 3D printed antenna for the AMOS 17 satellite Boeing satellite engineers recently created what is possibly the first ever 3D printed metal antenna for a satellite that will be sent into space on the AMOS 17. Now being built by Boeing, it wasn’t originally designed to have a 3D printed antenna. However, this development shows one how quickly such flight-proven additive manufacturing materials and processes are changing how complex space systems are built. Boeing’s team of satellite engineers decided to use the technology to develop the one-of-a-kind, custom made design late in the project. The antenna itself is crucial for the space-bound communications sat and might prove useful for subsequent projects. 
What the AMOS 17 will look like once it is launched into space The soon-to-be-launched AMOS 17 is being built for Spacecom, an Israeli firm which provides broadcast and communication services to Europe, the Middle East, Africa and Asia. The launch, scheduled for the second quarter of 2019, will send the AMOS 17, a multi-band state-of-the-art satellite, to space where it will be the most advanced high-throughput satellite to provide communication services. 
The AMOS 17 communications satellite coverage map
Boeing data estimates that additive manufacturing is making possible decreases in satellite parts quantity, which are reducing average spacecraft component weight by more than 30 percent. The aft command antenna was manufactured from aluminum alloy powder using selective laser sintering. Test versions were output on both an SLM Solutions SLM280 and an EOS M290 printer. The antenna will receive signals in Ku-band delivering commands from the ground for the Boeing 702 model satellite. Equipped with a flexible digital payload and powered by two deployable solar arrays, the 5,500 kilos satellite will have a lifetime of at least 19 years.
Although additive manufacturing was not originally part of the AMOS 17 project, Boeing has been turning to 3D printing for the manufacture of satellites for some years. They have been trying to incorporate that kind of speed into their satellite and spacecraft business, and with the new antenna, that’s just what they did. In 2017 Boeing applied additive manufacturing technology to the Crew Space Transportation (CST)-100 Starliner spacecraft to reduce mass, cost and cycle time. The first significant application of additive manufacturing in this area of Boeing was to the SES-15 communications spacecraft, where a multi-skilled team of individuals led by Richard Aston, applied additive manufacturing in concert with new composite and adhesive materials yielding a lightweight, low cost and thermally stable design solution for a nadir surface-mounted optical bench.
The motivation to use 3D printing came from Boeing, as suggested by the AMOS 17 program manager, Sharon Krakover, making the top aerospace maker a competitive force against some of the newcomers that have been using 3D printing abundantly, such Space X, Jeff Bezos’ Blue Origin and Stratolaunch Systems. Now Boeing’s engineers are facing the challenge of scaling up the use of additive manufacturing for the many projects they are undertaking in the new commercial space race. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com March 29, 2019 at 12:18AM
0 Comments
https://ift.tt/2u5j30k
Drumroll, Please: The Game Changer is ALMOST here! [SNEAK PEEK] https://ift.tt/2uzjK37 Want to get paid for what you really know how to do? Can’t afford to hire a web developer, a graphic designer, a copywriter, AND a marketing strategist? Or maybe you’ve been running a business for years, but the time to acquire a new customer just takes too long, and you’re stuck?
What’s keeping your business from really taking off?We know how it feels to launch a marketing campaign – especially if it’s your first one. Just choosing the platforms for your marketing can give you a headache: landing pages, newsletters, email automation, Facebook ads, shopping carts, webinars, SEO, PPC – there’s so much of it! And connecting the tools to work together can take days, leaving you staring at your screen in the middle of the night, clueless as to what to do next. They were supposed to make the whole thing easier, right? In the end, the entire process is so ineffective that the monthly cost of all the tools you’re using and the time you’re investing to integrate them eats into your profits. And you? You’re back to square one. Again.
We need to go deeperThere’s one problem with marketing automation software companies. And it’s a big one. If you want to make money selling stuff, setting up email, automations and landing pages simply isn’t enough. There are other crucial pieces of the puzzle. Like delivering your product. Like buying (and managing) your ads. Like accepting payments (and getting paid). How cool would it be if there was a simple, ready-made solution that Does-It-All Just imagine… You fire up a drop-dead simple web tool, press a few buttons, do a little work and BOOM! You’ve just launched a machine that does the selling for you.
The Marketing No-Brainer is almost here!We are just putting some finishing touches on our newest tech and we’ll share the big news really soon. Meanwhile, here’s what people who’ve already had the chance to test it had to say:
Now that I have your attention… let’s chat! Reply below and tell me what’s keeping your business from taking off? What is your biggest marketing problem that needs to be solved “yesterday”? I’d love to hear from you and chime in with my thoughts! Leave a comment below – and join our Facebook community to get the hottest news about the new release. And stay tuned for the big news! The post Drumroll, Please: The Game Changer is ALMOST here! [SNEAK PEEK] appeared first on GetResponse Blog - Online Marketing Tips. Printing via GetResponse Blog – Online Marketing Tips https://ift.tt/1Qs2QKR March 28, 2019 at 02:30PM 3D Printing Industry Expert Interview Danny Jackson Levy https://ift.tt/2WtngYM Danny Jackson Levy is a cross-functional design engineer, providing turnkey solutions using additive manufacturing hardware and design methodologies. He has special interests direct digital manufacturing technologies, medical and dental applications, Addictive Manufacturing, market analysis, open-source 3D Printing for R&D, and 3D/STEM education and curricula development. He works for Fisher Unitech as their 3D printing expert. He is also helps run the mHUB lab in Chicago. So without further adieu tune into our interview.
Ese: Tell me about your educational background?
What got you interested in 3D Printing?
What has changed over time in Chicago since you have been involved with the scene?
You have had a lot of experience with various products as well as companies trying to leverage 3D Printing. What would you believe are essential components of a product design process?
What are some things that you feel are important for the future of additive manufacturing? What are interesting trends in Chicago?
I think there are two forms of people within the additive manufacturing field – the creatives and the technical people. Should there be better cross disciplinary thinking encouraged?
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com March 28, 2019 at 10:54AM USPS issues postcard stamps featuring coral reefs https://ift.tt/2FwXg88 WASHINGTON — Celebrate the beauty and wonder of coral reefs with four new postcard stamps from the U.S. Postal Service. The Coral Reefs stamps will be available nationwide March 29 in Post Offices and online at the Postal Store. Printing via USPS News https://ift.tt/2hH9aDC March 28, 2019 at 10:40AM
https://ift.tt/2UZ5Jre
Interview With Steve Moran of Stereolithography Company RPS Limited https://ift.tt/2I1ndjb When I first heard from an F1 team that they were using an SLA machine made in the UK I was a bit confused. What was this mysterious RPS company? What did they do? How were they able to make and deliver specialized resins? Tucked away in Buckinghamshire in a 53,000 person town with a Roald Dahl kids museum, RPS Limited manufactures SLA systems that are widely used in many niche manufacturing applications. For over a decade the firm has serviced machines and now makes it’s own as well, the NEO while the firm also resells HP MFJ systems and others. RPS is a hybrid of a company that is an OEM, reseller and service company in one. They’re also real SLA nerds and are magicians in creating specialized 3D printing applications for manufacturing using photopolymers and powders. They’re a highly experienced team that routinely solves some very exciting materials and manufacturing challenges for the most demanding of customers. We interviewed RPS’ Steve Moran to find out more. What is RPS? We are an industrial 3D printing specialist, based in Aylesbury, UK. The company was founded in 2008 initially servicing and supporting customers who owned existing 3D printing systems. The company has since developed its own industrial 3D printing equipment (NEO800) and grown to become a leader in industrial 3D printing technology and service support. RPS also resell other well-known industrial 3D printing brands providing materials, hardware and software.
How did you get started in 3D printing? In 1994 the industry was known as Rapid Prototyping. I was employee number five at 3D Systems in the UK where I was a Customer Support Engineer. After five years at 3D Systems, I decided to offer customers an alternative source of support, upgrades to their SLA machines and alternative materials. Why should people work with you? 3D printing is a technology that is driving change in manufacturing and design across a range of industries. RPS has a huge resource of skilled people with 150+ years of 3D printing knowledge between them. We are making an impact in our customers’ businesses and fast becoming a market global leader in industrial 3D printing. The team at RPS are offered opportunities to develop their role and are given the autonomy to make a difference within the company. This again has a benefit for end users, as employees are highly motivated and enjoy their chosen role. We offer fantastic work packages, benefits, training and the ability to have a flexible working pattern when necessary, to suit modern family life.
What is the 3D printing market like in the UK? I see the three main segments driving the UK market as being F1, Automotive and Bureaux with manufacturers also looking to adopt and add capability in house. CNC companies and Jigs and Fixture manufacturers are starting to adopt 3D printing as they are now understanding the benefits of additive vs subtractive manufacturing, which are cost, time and weight savings. Companies are also able to develop detailed parts that you can’t manufacture traditionally, and also able to get their products to market faster. This has been driven by the new and innovative materials (both resin and powder), that are now available which helps customers look at changing to 3D printing and adapt to an additive manufacturing method. Customers can also choose from a range of 3D printing technologies that now build parts with greater accuracy with the desired mechanical properties to suit their application than in the past. Which segments are growing? We are seeing more companies wanting speciality material to be used for specific applications. An F1 customer approached us to help them create a new, black glass filled material. Working with ALM (Advanced Laser Materials, a subsidiary of EOS), we helped customise and formulate a laser sintering powder to achieve the mechanical properties and colour required. Although the range of 3D printing material options is growing, they still do not have the optimal properties to produce complete end-use parts, in particular with stereolithography.
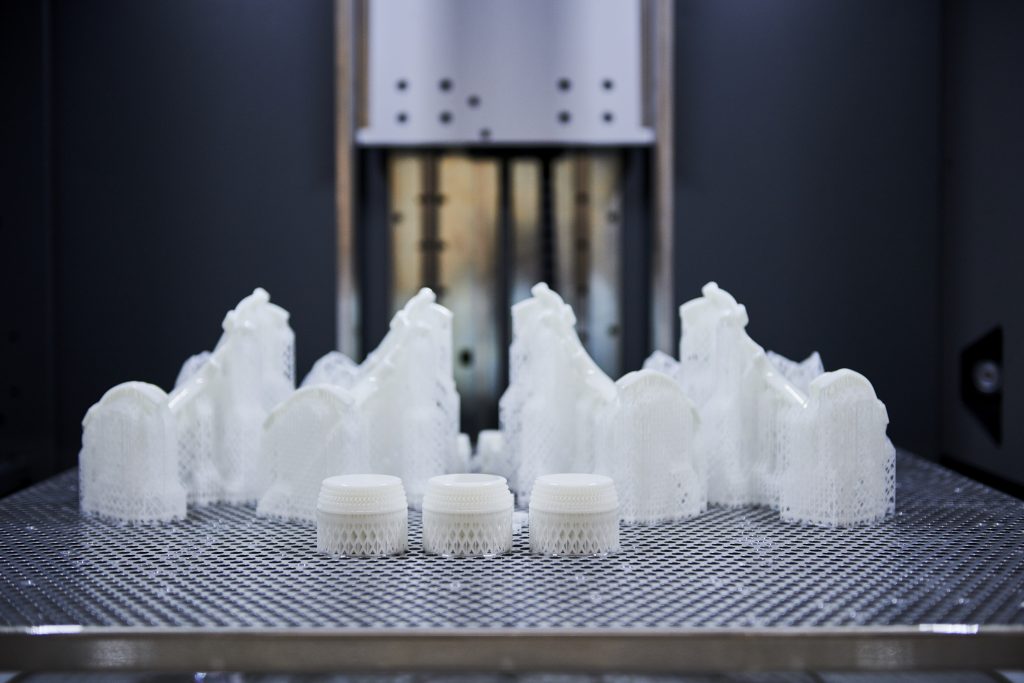
What new 3D printing materials do you see making an impact? We are excited about the manufacture of new photopolymers/resins that will be available in the market in the future. At the moment the lack of materials available with the mechanical properties needed for end-use part development is holding 3D printing back. The potential of new materials in the market can only happen with hardware to assist in this development, which is why we developed the NEO800 with an open resin platform. We have also recently developed the NEO Resin Development Kit to help customers with the development of these new photopolymers. Everyone loves the accuracy and surface finish of stereolithography but the mechanical properties have always been lacking. This is starting to change with more investment by new suppliers in this market. It will be great to see end use parts in automotive with textures and finishes straight out of the equipment with little or no finishing. The NEO resin development kit gives customers the platforms, calculation tools and software to help customers develop material easily. We have already been approached by material development companies wanting to use the NEO800 as a tool to develop their materials and have exciting ideas, so I am confident this this step-change in new materials with end-use mechanical properties will happen soon. What advice would you give me if I were a company new to 3D printing? 3D printing offers a range of cost and time-saving benefits compared to traditional manufacturing. At RPS we provide advice and talk through what the customer is doing today. By looking at all their processes to manufacture products, we can advise where technologies fit, with which tasks etc. Only then can customers make informed decisions about how 3D Printing would work with their application. For example, would ceramic moulds via SL help to get an injection moulded product through the initial testing in real materials prior to tooling being made and commissioned? If so, look at stereolithography 3D printing technology. Or if you were looking at a small run of final production parts, possibly looking at HP’s Multi-Jet Fusion technology as it prints end-use parts with strong mechanical properties. You need to know what application you want to print and the technology you want to print from. Analyse the output of each technology and seek independent advice to weigh up the pros and cons of each. What is currently exciting in SLS materials? RPS provides a great range of ALM SLS materials that can suit applications ranging from automotive to footwear. For example, ALM’s HT-23 is a high heat deflection powder that can maintain mechanical properties up to 270 °C perfect for F1. Or there is the ALM FR-106 aerospace grade fire retardant Nylon 11, that exhibits superior mechanical properties and can withstand intense functional testing. In particular, the ALM 640-GSL gives customers a black glass filled material that is unlike any in the market. The glass spheres are lightweight and produce stiff parts, making the material perfect for F1, automotive and lightweight applications like drones. When do I need a custom material? Nearly every 3D printing application requires a custom material to meet the mechanical properties required. Every existing material out there is a comprise at the moment so the opportunity to formulate specific material (laser sintering) required through RPS and ALM is a great way to achieve this. In regards to SLA, we knew what customers wanted when servicing and supporting their hardware. One of these features was an open-platform to give customers this freedom of material selection. This is why we developed and manufactured our NEO800 with an open-resin platform, which gives customers an opportunity to develop their own materials. Where are your customers using the HP machines? Bureaus, end use part manufacturers, automotive and tooling manufacturers are just some of the industries that our customers belong to that use the HP Multi-Jet Fusion technology. It is a great, easy-to-use system to run small, end use parts which we actually utilise at RPS in house. Using the HP Multi-Jet Fusion we print the air-filter assembly used on our NEO800 system. This allows us to print a small run of parts when needed, saving time and costs. We also have a partnership with Oxford Brookes Racing. With the help of RPS, OBR18 built an engine intake plenum in Nylon 12 using HP’s Multi-Jet Fusion technology. 3D printing the plenum on HP’s MJF saved OBR over 50% in weight savings compared to the OBR18 car where they used aluminide. This is a great example of how the HP’s Multi-Jet Fusion 4200 is perfect for producing detailed, end use parts faster and at a lower cost than traditional manufacturing. How has the development of photopolymers improved over the years? Twenty years ago if you dropped an SLA part it would shatter. The first generation of polymers produced amber, brittle and inaccurate parts. The next generation has seen more durable and accurate parts due to epoxy chemistry. I can envision the next generation of photopolymers to mimic end-use parts. This is why we chose to manufacture an open-source stereolithography system to enable users to develop materials to achieve this. How did you come to design and sell your own machine? When we started RPS, the team focused on servicing and supporting customers with SLA and SLS hardware. During our time supporting customers we were listening to their needs and understood the limitations of some of the hardware that was available at that time. We felt that this was a great opportunity to use our engineering skills to develop stereolithography hardware that could produce outstanding parts, but in a system that was more user friendly. What is different about it? What makes the NEO800 different to many stereolithography systems is that it’s an open resin system which means it can utilise any 355 nm SL material. Companies are approaching us wanting to use the NEO800 for material development which is great news for the future of photopolymers in the industry. With our support background understanding of what customers wanted, we knew we had to develop software that was user friendly and adaptable to the needs of the customer, so we developed the NEO800 Titanium software. The NEO800 has a built-in camera to monitor builds, which can be adjusted during the print without a pause to see changes in the next layer. Mid-build, recoating build styles and part build styles can be changed, or parts and supports can be deleted. We always encourage customer feedback and try to incorporate any ideas that may be useful for our customer in our software updates. Example: The system is now able to export reports, detailing monthly builds, machines utilisation, resin consumption etc, which is really important to our end users. Because our software is written in-house we are able and willing to add these type of features and respond to our customers needs. I’ve heard that it is used a lot in Formula 1? Yes. Formula 1 requires accurate and smooth parts for wind-tunnel testing and prototyping that they achieve with the NEO800. They find the sidewall quality of the parts produced on the NEO a benefit as it reduces the post processing time by up to 50% and with the 800x800x600mm platform, it offers the size that they require. Is it meant for production? The NEO800 is mainly used for applications such as prototyping and model making, however the next generation of material development will change this. With new and innovative materials, users will have the capability to build end-use parts for production using stereolithography. When this material is available, it will open more doors and opportunities in manufacturing that can only be achieved with 3D printing. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com March 28, 2019 at 02:24AM Are Ejecta the Reason for Flaws in Powder Bed Fusion Additive Manufacturing? https://ift.tt/2JZjDJ1
Curiously, ejecta (particles ejected during the 3D printing process) have been noted in powder bed fusion additive manufacturing. Users have reported seeing such issues during post-process sieving but have also found surprisingly large ejecta inside built components. Investigating this issue further and finding out the reasons why such ejecta are being found could help improve quality of production in AM. The researchers set out to find out whether their hypothesis was correct, theorizing that ejecta was the result of ‘stochastic, inelastic collisions of ejecta and coalescence of partially-sintered agglomerates.’ Due to the rising popularity of laser powder bed fusion additive manufacturing (PBFAM), the research team points out a need for improved quality in some areas as parts are being created for critical applications in aerospace, medicine, and defense. PBFAM is attractive to industrial manufacturers as a technology because complex geometries that would not have been possible at all can now be produced from 3D printing.
There is not much data collected so far regarding why particles are spattered, how they form, or what effect they have on quality. In researching the presence of ejecta, the authors found that while ejecta is said to form in high-speed imaging (and not due to melt ejection) because of evaporation-driven entrainment of powder, it forms during PBFAM at 25–100 μm in size, due to the energy of ejected melt surpassing capillary pressure, resulting in larger melt droplets turning into ejecta.
Three different trains of thought have been documented regarding ejecta as the reason for flaws:
The researchers suspect that the first choice is a lesser issue in AM processes, as 2 and 3 are more feasible regarding powder height perturbations.
Findings from this study show that melt ejection is not the only reason that significant particles of ejecta are created. They can show evidence that they are formed due to stochastic, inelastic collisions of ejecta and coalescence of partially-sintered agglomerates—with stochastic collisions happening between adjacent particles as well as those that are distant. In most cases, spatter particles have no effect on melt pool geometry, according to the authors, but in some cases, there is interference. 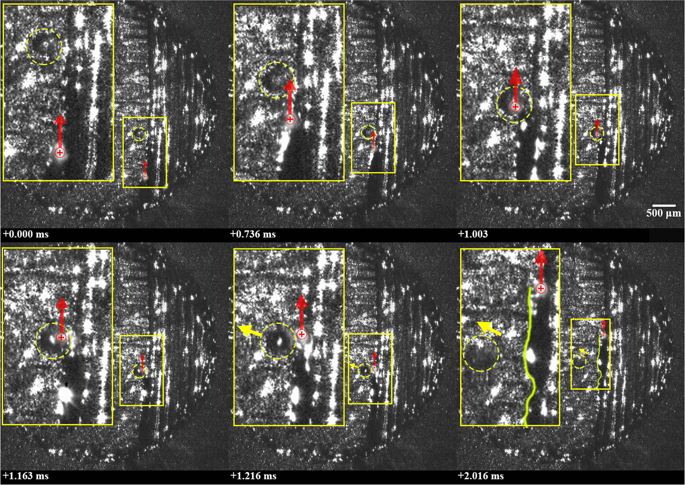
A large ejectum, which appears sintered to the underlying build, is expelled from the laser-interaction zone and appears to affect the melt pool geometry formed during processing. The location of the laser spot is shown using a red ⊕ symbol, the ejectum is highlighted using a yellow, dashed circle, and the melt pool geometry is highlighted in the last frame using a solid, yellow line. In some cases, large ejecta may be directly in the path of a laser scan too, causing it to end up in track geometry. 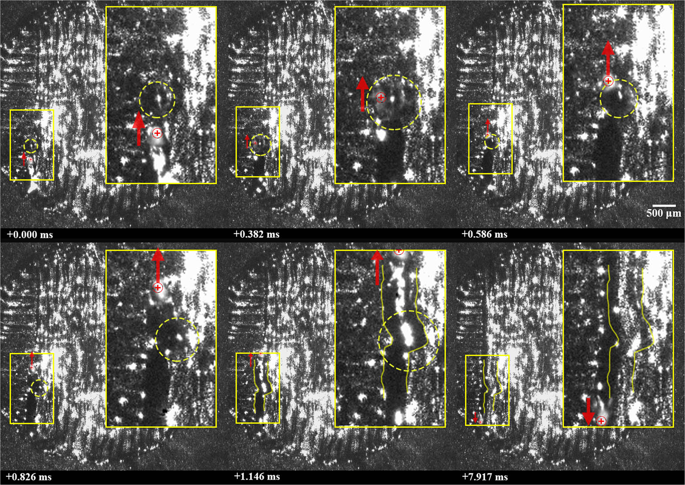
A large ejectum, which appears sintered to the underlying build, is incorporated into the melt pool and shifts its geometry. A 2.5x magnified image is shown to the top right of each frame. The location of the laser spot is shown using a red ⊕ symbol, the ejecta is highlighted using a yellow, dashed circle, and the melt pool geometry is highlighted in the last two frame using a solid, yellow line. Motion of the laser and particles are shown using arrows. Such interjections into the AM process offer the obvious potential for negative consequences, with verifying the true issues and investigation all speculation considered grounds for ongoing work. The authors do see a ‘likelihood’ of flaws being caused due to interaction with large ejecta.
Analysis of additive manufacturing and how to improve products has become a wide-ranging course of study for many researchers today who are fascinated with issues in technology and interested in improving processes, from reducing porosity to examining real-time in situ AM inspections, to making improvements in safety. Find out more about the effects of ejecta in AM processes here. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com. 
Examples of a flaw observed in PBFAM builds. (a) A partially-melted particle, on the order of 200 μm in diameter within a lack-of-fusion defect. (b) Microstructure suggestive of a partially-melted particles on the order of 250 μm in diameter neighboring a lack-of-fusion defect. Both (a,b) were observed in ASTM F75 CoCrMo alloy additively manufactured on an SLM280 system. The build direction is upward.
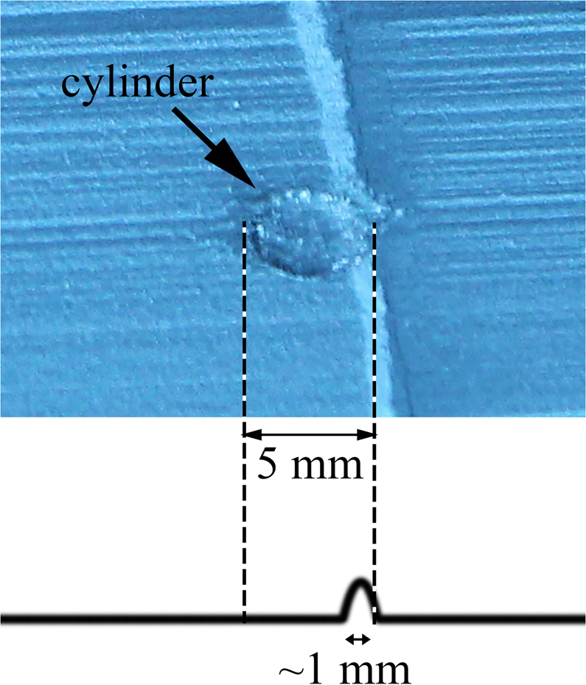
Image of the powder perturbation case together with an illustration of the approximate location and width of the cylinder and perturbation in the powder bed. Note recoating direction is from the left. [Source / Images: ‘ Formation processes for large ejecta and interactions with melt pool formation in powder bed fusion additive manufacturing’]
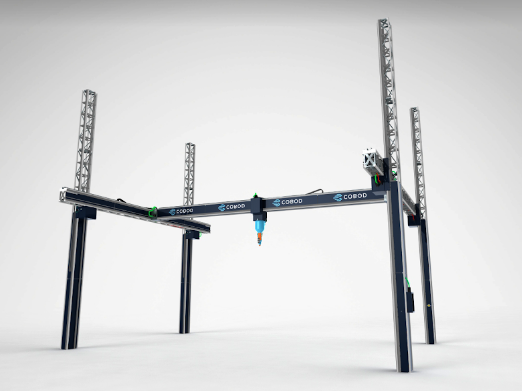
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com March 28, 2019 at 02:09AM COBOD International Delivers Massive 3D Printer to Kamp C for Two-Story Construction https://ift.tt/2HKIuyi
The impressive 10x10x10 BOD2 3D printer was manufactured for the construction industry, catching the attention of the team at Kamp C as they, like many other companies and organizations today, have become extremely interested—and invested—in leveraging the benefits of 3D printing. This latest purchase was not an impulsive purchase though, resulting from an intensive EU tendering process beginning last year that included numerous European manufacturers and sellers.

Kathleen Helsen COBOD offers a comprehensive, hands-on experience for customers like Kamp C too, not only developing, manufacturing, and selling them the giant 3D printer, but also handling education and training for Kamp C employees. Consequently, individuals at Kamp C will be able to pass their knowledge on to other users who want to learn how to use the technology.
Van Bulck as project manager also represents Kamp C further in the C3PO-project which encourages co-creating and 3D printing with other like-minded organizations. C3P0 was created, in fact, with the sole intention of establishing 3D printing in the Flemish construction industry. So, far, organizations getting involved consist of Groep Van Roey, ETIB and Beneens, TRiAS architecten and Ghent and Thomas More universities. And their future work is very ambitious, not only to construct the first 3D printed building in Belgium, but to do so on site, featuring a two-story design.
We have followed both of these organizations throughout the years, beginning with COBOD’s inception via 3D Printhuset and significant minority stake acquisition by Peri Group late last year. Find out more about Kamp C (along with more about their interesting history and plans for the future) here, and COBOD here. What do you think of this news? Let us know your thoughts; join the discussion of this and other 3D printing topics at 3DPrintBoard.com. VIDEO [Source / Images: COBOD International press release]
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com March 28, 2019 at 01:39AM 3D Hubs Announces $18 Million in Funding and New Dedicated US Office https://ift.tt/2Ot1aTD
Less than a year after 3D Hubs turned five and outlined its new strategy to become “a full-blown manufacturing platform,” the company turned away from its community 3D printing roots and announced that it would only be working with professional service bureaus to fulfill orders. This meant that if community members didn’t qualify as a Manufacturing Partner based on their order history, they were out of luck, as the company was becoming completely focused on B2B.

Bram de Zwart While there were obviously a lot of hurt feelings in the wake of this announcement, the company seems to be doing pretty well for itself after this decision. Yesterday, 3D Hubs announced that it had received $18 million in Series C funding, which will be used to help “build the future of on-demand manufacturing” and increase development of its online platform, among other important things. One item the funds will be used for is rapidly expanding its team in the US, which is the company’s largest market with over 10,000 clients. So 3D Hubs will be opening a dedicated US office to best serve these customers, and is now trying to determine where the office will be located.
Speaking of Amsterdam, 3D Hubs will be expanding its team there, and in the US, over the next few months. In an effort to grow from 65 employees to over 100, the company is currently hiring for a number of positions, including Business Develop Representative and Director of Sales.
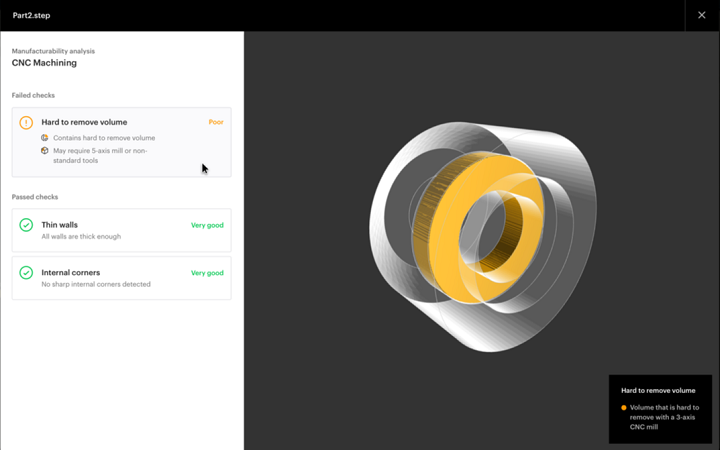
3D Hubs made a lot of investments last year in automating some of the most important manufacturing process features, such as design validation, quoting, and smart order routing. Now, leveraging the data from 2 million produced parts, the company’s platform can instantly provide accurate quotes for 98% of its customer requests for services such as CNC machining, injection molding, and 3D printing. In addition, 93% of its order are automatically sourced through the supplier network, so that customers receive their parts twice as fast.
The company is also helping to educate the rest of the world about digital manufacturing, and has been busy developing new content that can better explain the benefits of this technology, and how best to design for digital manufacturing. In fact, one of the recent efforts is actually working to turn some of the chapters in the company’s 3D printing handbook, which was published in 2017, into helpful video tutorials on its YouTube channel. VIDEO Discuss this news, and other 3D printing topics, at 3DPrintBoard.com or share your thoughts in the Facebook comments below. [Images: 3D Hubs] Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com March 27, 2019 at 11:42AM BCN3D Spins Off into Standalone Company After Receiving $3 Million in Seed Funding https://ift.tt/2CDLEPY
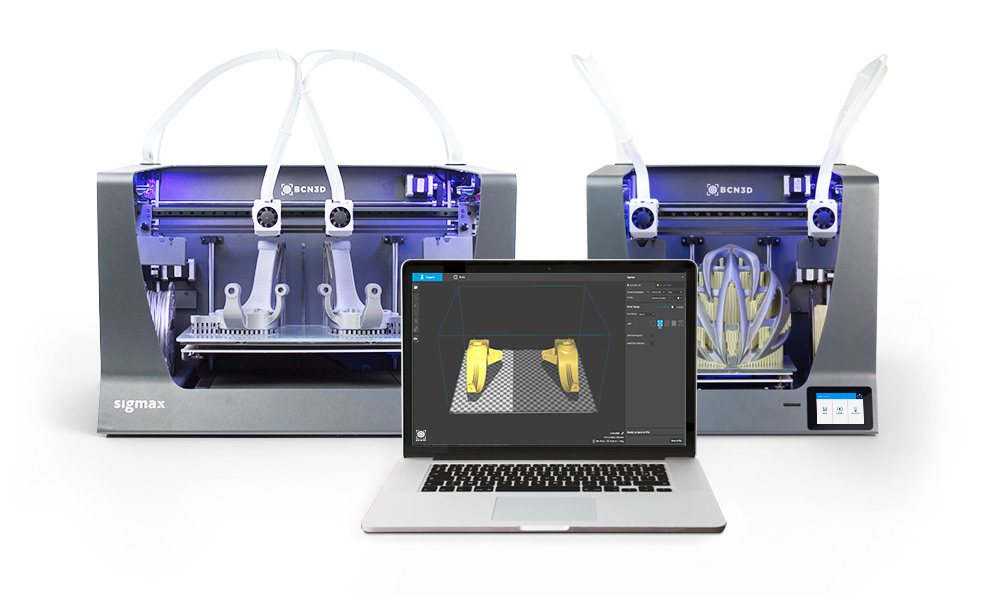
Continually growing (and sharing) in technical development, they also released the open source CAD files for their powerful Sigmax 3D printer last year. Now, they are an independent company, after raising $3 million in funding in a recent seed round with VC firms Accurafy4, JME VC and Victoria.
Throughout the years, BCN3D has introduced multiple refinements and additions to their hardware series, as well as new materials. Continuing to lead with IDEX technology, known to double productivity in desktop 3D printing, they have recently sold over 5,000 3D printers through their global network of 60 distribution partners.
BCN3D 3D printers are used for industrial purposes such as:
Current and past BCN3D clients include industry leaders such as BMW, Samsung, Louis Vuitton, Nissan, NASA, HTC, and SEAT—or ALBA Synchrotron.
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com. [Source / Images: BCN3D] Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com March 27, 2019 at 10:27AM How Can We Evaluate the Aesthetics in 3D Printed Parts? https://ift.tt/2UWBa5m In ‘A methodology for evaluating the aesthetic quality of 3D printed parts,’ the authors delve more deeply into the aesthetics of 3D printing, and why they are important. The overall goal of their study is to evaluate defects and point out what is most commonly found—and expected—aesthetically. 
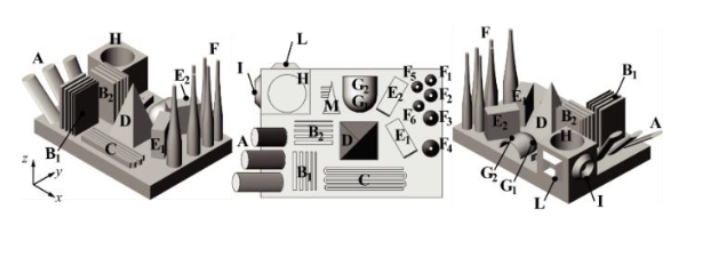
(a) Overheating effect (b) Gaps between contours and infill and gap into infill line (c) Stringing (d) Layer separation (e) Skipped layer; (f) Whiskers (g) Gaps in thin walls; (h) Blobs and zits (i) Ringing [26-28]. The most common defects are caused by issues such as:
Reference parts are used, but here without the use of supports.

Reference parts produced by means of Makerbot Replicator (a), Stratasys Dimension Elite (b) and 3ntr A4 (c) Thus, the part must be 3D printed using the orientation wherein the largest flat surface of the base lays on the printer bed and the Z axis is aligned to the build direction of layer deposition. Evaluation reference of parts is usually predicated on three things: Aesthetical (A), purely Technical (T) and Technical and Aesthetical (TA).
All this methodology is supported through benchmarking, examining one replica of the reference part that was created on three separate printers. In this case, the models used were: Processing and slicing occur on models from the same .stl files, but on different slicers and with different parameters set.
Replicas were measured via AQI, resulting in the following Replicator evaluation: “Replicator produced a part with no gaps between adjacent infill lines and thus the machine appears to extrude the right amount of plastic to correctly infill the sections with the largest area (E1, E2, H, and M). On the contrary, overheating effect (OH) and stringing effect (STR) are noticed during the infill of smaller sections (D and F) due to a slow retraction of the filament with respect to the speed at which the extruder jumps from one section to another in the same layer.” The Stratasys Dimension Elite evaluation: “Stratasys Dimension Elite achieved the lowest score for the NOSUP bridge because the building of the feature shows the presence of support structures. In fact, the proprietary software of the Stratasys machine does not allow to disable the creation of supports within the build settings. The absence of stringing (STR), overheating (OH), ringing (RIN) and blob (BL) effects demonstrates the high level of industrialization of the Dimension Elite from the point of view of mechanical and control systems. However, the GACI indicator achieved only a medium evaluation because gaps are visible between adjacent lines into the infill area and the number of gaps seems to be a function of the orientation of the features.” The 3ntr A4 printer: “3ntr A4 printer reached the lowest score as far as the blob effect (BL) is concerned. This excess of material can be explained by an incorrect flow rate that leads to prime an unnecessary amount of PLA, which is left on the part surface during the stationary retraction of the filament. This conclusion is confirmed by the high score of the STR indicator, because the stringing effect is absent due to the accurate filament retraction.” Overall, the Replicator demonstrated the best aesthetic quality with an AQI of 14. The 3ntr A4 printer had an AQI of 12, and the Stratasys Dimension Elite, with an AQI of 11. The researchers state that there is an expanded investigation ongoing within this study regarding other 3D printers too, along with adding more testers for benchmarking.
While 3D printing has been around since the 80s, much progress has been made in the past few years as it has burst into the mainstream, engaging the DIY crowd, students and teachers, designers, engineers, artists—and organizations like NASA and the U.S. Army. Research and analysis have grown into a large area of study, however, as researchers, users, and industry leaders want to create high-performance products that may be not only be unique, but function better than those fabricated via conventional technology. What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com. [Source / Images: A methodology for evaluating the aesthetic quality of 3D printed parts] Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com March 27, 2019 at 10:27AM |
Categories
All
Archives
April 2023
|
 out of the box?
out of the box?









 RSS Feed
RSS Feed

{kind=link}