
Researchers Investigate Parameters of Non-Vacuum Electron Beam Welding for 3D Printing Metal Parts10/16/2018
https://ift.tt/2RS1aO6
Researchers Investigate Parameters of Non-Vacuum Electron Beam Welding for 3D Printing Metal Parts https://ift.tt/2EmQZPa 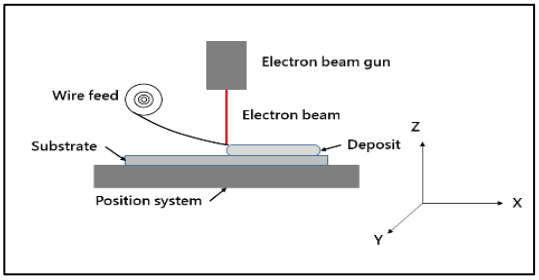
EBF3 manufacturing system. Electron Beam Freeform Fabrication, also known as EBF3, is a wire feed metal 3D printing technique developed by NASA for aeronautics. It has a higher deposition rate than other rapid manufacturing methods, is well-suited for manufacturing reactive alloys, like aluminum and titanium, and can print complex geometric shapes with no material waste. Wire is fed into a base plate and melted by an electron beam into a solid, which layer by layer builds up into a near-net shape part. With CAM, a predetermined trajectory is stored in a computer, and the base plate or the wire feed and electron beam gun can be manipulated in the same way. Unfortunately, EBF3 has to be carried out inside a chamber, which limits the size of the part and takes a long time to evacuate. A team of researchers from RWTH Aachen University and Tsinghua University published a paper, titled “A new 3D printing method based on non-vacuum electron beam technology,” about their investigation into using non-vacuum electron beam welding to 3D print metal parts.
NVEB was first used in the automotive industry, due to its high production volumes, and is now used in many fields, like equipment construction and welding laboratories. 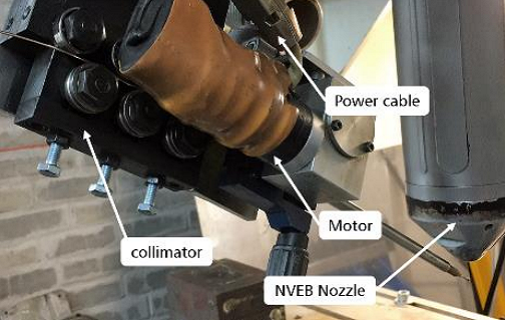
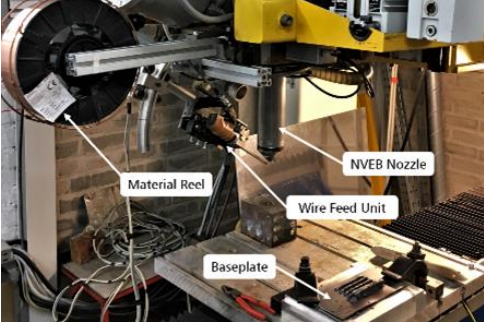
Wire feed unit. In order to gain a deeper understanding of NVEB, the research team carried out a series of experiments on a non-vacuum electron beam-welding machine. They installed a wire feed unit and a collimator, to make the wire straight enough to be fed correctly, to turn it into a 3D printing system, and also placed four brackets for protection between the base plate and operation platform.
The goal was to gain a deeper understanding of the 3D printing process procedure with the NVEB system, and find a good process window for the machine.
Deposition on a high translation and feeding speed. The deposition was first carried out on a high translation (500mm/min) and feeding speed (1m/min), which did not completely melt the wire at some points due to a lack of heat input. The translation speed was then lowered to 400mm/min, while the feeding speed was set to 0.8m/min, which resulted in the wire melting completely. The team determined that when the feeding speed was too high, the wire would not completely melt. Other experiments the team carried out focused on the influence of the droplet transfer mode, and the deposition gap between layers; the quality of deposition varied with distance.
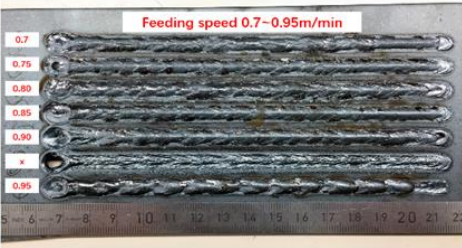
Deposition with different feeding speed. The researchers determined that a good wire feeding speed is around 0.85~0.9m/min, as big droplets tend to form when there is too much wire fed into the molten pool, and that the translation speed should be set under 400mm/min for a constant molten pool. A distance of 0.2~1.7mm between the base plate and where the metal melts is better for stable deposition, and whether the material is “deposited single layer within different deposition gap between lines or layers,” there is not an obvious difference.
Co-authors of the paper are Shuhe Chang, Stefan Gach, Aleksej Senger, Haoyu Zhang, and Dong Du. Discuss this research and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below.
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com October 16, 2018 at 11:15AM
0 Comments
Leave a Reply. |
Categories
All
Archives
April 2023
|
 RSS Feed
RSS Feed
