
|
Materialise Introduces New Simulation Module for Metal 3D Printing at TCT https://ift.tt/2DyRBR1
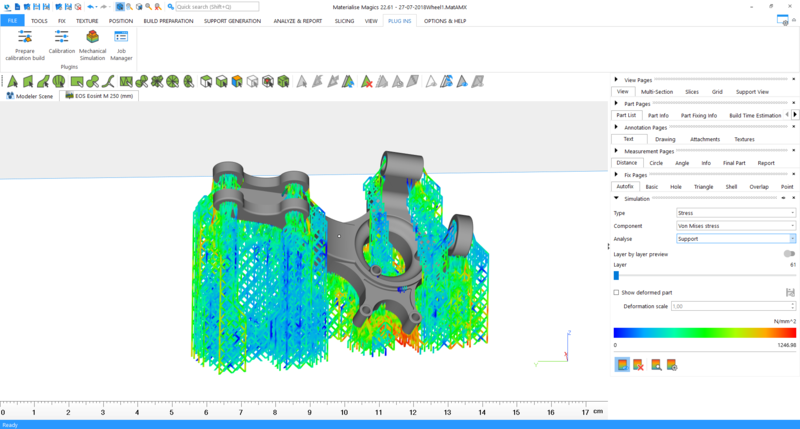
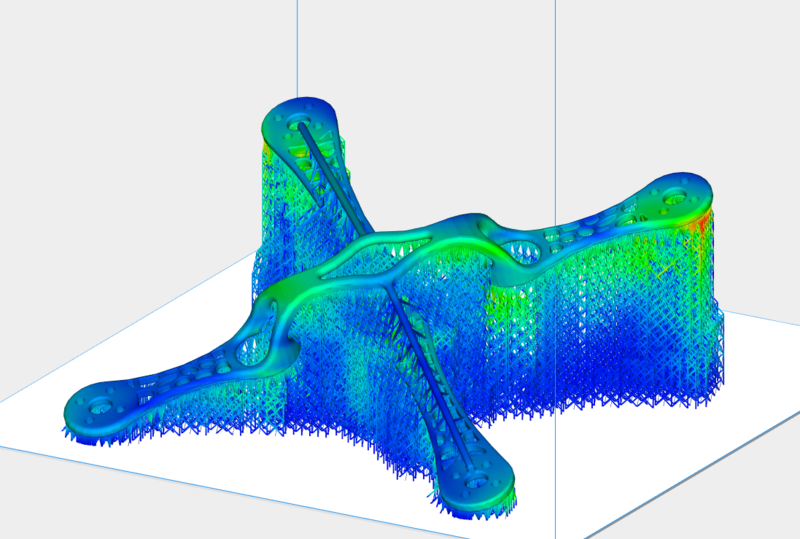
The TCT Show in Birmingham, England draws to a close today, but it’s been a packed few days with lots of new product announcements and presentations. One of those announcements came from Materialise, which introduced its new simulation software for metal 3D printing. Simulation software allows manufacturers to run through a build before running it for real, identifying trouble spots and reducing the risk of a failed print. On average, 15 percent of metal 3D prints fail, which can get extremely costly. Simulation creates a virtual prototype so that the first print can be the final print.
The software can be used on a standard workstation without the need for high-end processing power, and can be used in combination with other computer-aided engineering (CAE) solutions for highly certified metal production. The module also includes an integrated calibration feature which guides users to the correct simulation settings for their metal 3D printer.
The Materialise 3D printing simulation module is based on an OEM version of the Simufact Additive Solver, a powerful, scalable software tool for the simulation of metal 3D printing processes. The module combines the simulation expertise of Simufact with the familiar environment of Materialise’s data and build preparation software. The software is available immediately; Materialise also plans to release its Magics 23 software by the end of this year.
For companies that produce a large number of metal 3D printed parts, such as service bureaus, simulation is an invaluable tool. Any mistakes can be made in a safe environment, costing no money and wasting no time – and in metal 3D printing, errors are likely to happen, so simulation provides a way for those errors to be seen and addressed before the 3D printer is ever fired up. Simulation can be intimidating and complex, however, with multiple factors to address, which is why the expertise of experienced engineers is often required. Materialise’s new software takes away the intimidation factor and allows anyone to take advantage of the benefits of simulation, saving time, money and immense amounts of frustration. Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 27, 2018 at 11:21AM
0 Comments
https://ift.tt/2OUbSSw
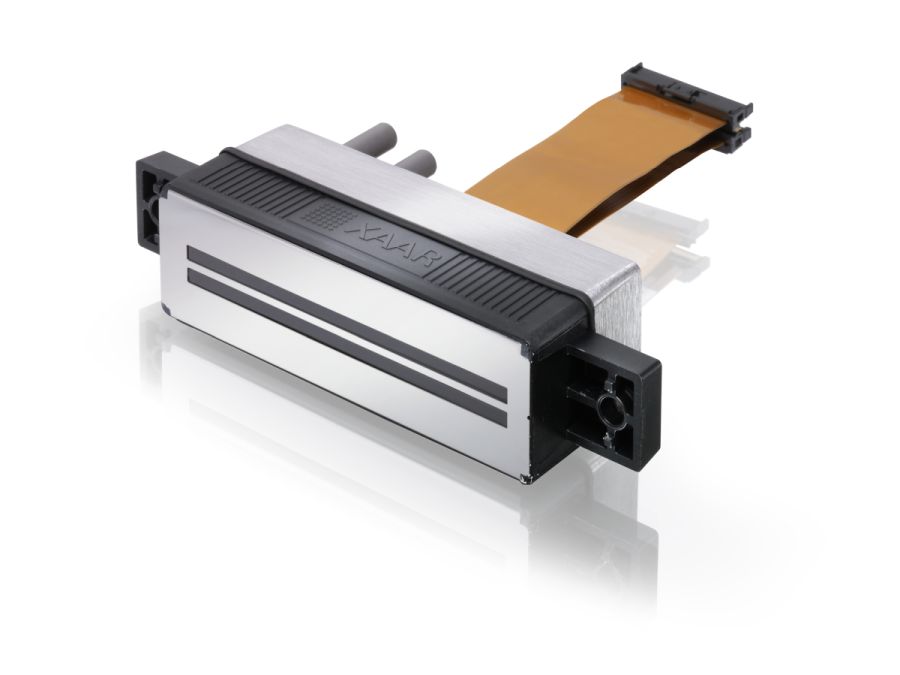
Xaar: Open Printheads for Developing Inkjet 3D Printing Technologies https://ift.tt/2R54JAn Xaar is a Cambridge based company that makes many different kinds of inkjet head. It is also has invested in High Speed Sintering (HSS), the Factum machine both pioneered by Neil Hopkinson to increase throughput in 3D printing. What may come as a surprise to many is that apart from HSS, Xaar is looking to partner with more 3D printing businesses. The company is actively seeing to develop applications with OEMs and industrial partners through which new inkjet-based 3D printing technologies are commercialized. The company’s business development manager Mike Seal explained Xaar’s position, capabilities and vision to 3DPrint.com at the TCT Show. With new inkjet technologies ramping up to be the next area to be commercialized and inkjet in metals one of the hottest areas for investment currently inkjet is a very exciting technology now. Inkjet piggybacks on billions and decades of investment in new and interesting ways to get lots of different inks to stick in a coherent way to lots of different things. If we just make that a 3D technology then we can expand the space of the makable significantly. Uniquely Xaar is open about its inkjet heads letting you play with them and have settings information so you can actually develop a new technology. The company is also open to working directly with you in making a material or substrate work in inkjet. 
A HSS part Why is Xaar interested in 3D printing?
3. What is HSS?
4. So separately from HSS, Xaar would like to engage with the 3D printing “Yes, definitely. We are looking to engage with users of the full range of 3D printing technologies and with partners from all aspects of the process, including OEMs, end- users, 3D print bureaus, materials suppliers and fluids manufacturers.” 5. What kind of companies and people would you like to work with? “All kinds – anyone with the drive to innovate and collaborate. We offer an open model for fluids and electronics which means we do not insist our partners develop with prescribed fluids and electronics.” 6. When developing new materials for inkjet how does Xaar work with people?
7. Do you want to work with OEMs to make new inkjet 3D printing technologies? “Yes, we do, and it is certainly something we have done in the past. For example, developing customised printheads for a specific application by way of a funded programme.We offer an ‘open’ model whereby our partners are able work with the 11. What types of inkjet 3D printing technologies could there be? “Drop-on-Demand is a hugely flexible inkjet technology that continues to reach new 13. Batteries? “Technically yes, provided that fluids are correctly formulated. We have jetted fluids used in the manufacture of batteries, fuel cells and photovoltaics. Inkjet lends itself very well to layer, coating and lamination based applications.” 14. How about coatings for parts? “Yes, it is possible to use inkjet as a more controlled method of spray coating. Currently, inkjet is used for product printing and direct-to-shape applications whereby a graphical image, text or a coating is applied to the outside of a three dimensional 15. What are some cutting-edge inkjet applications being developed now?
“We are unable to talk about specific applications due to reasons of confidentiality. However, there is significant focus on Flat Panel Display technology, and also on applications in the pharmaceuticals, biomedical and semiconductorindustries.” Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 27, 2018 at 11:21AM
https://ift.tt/2xI8eEK
Case Study Shows How 3D Printing Can Optimize and Consolidate Parts https://ift.tt/2NI6S6R
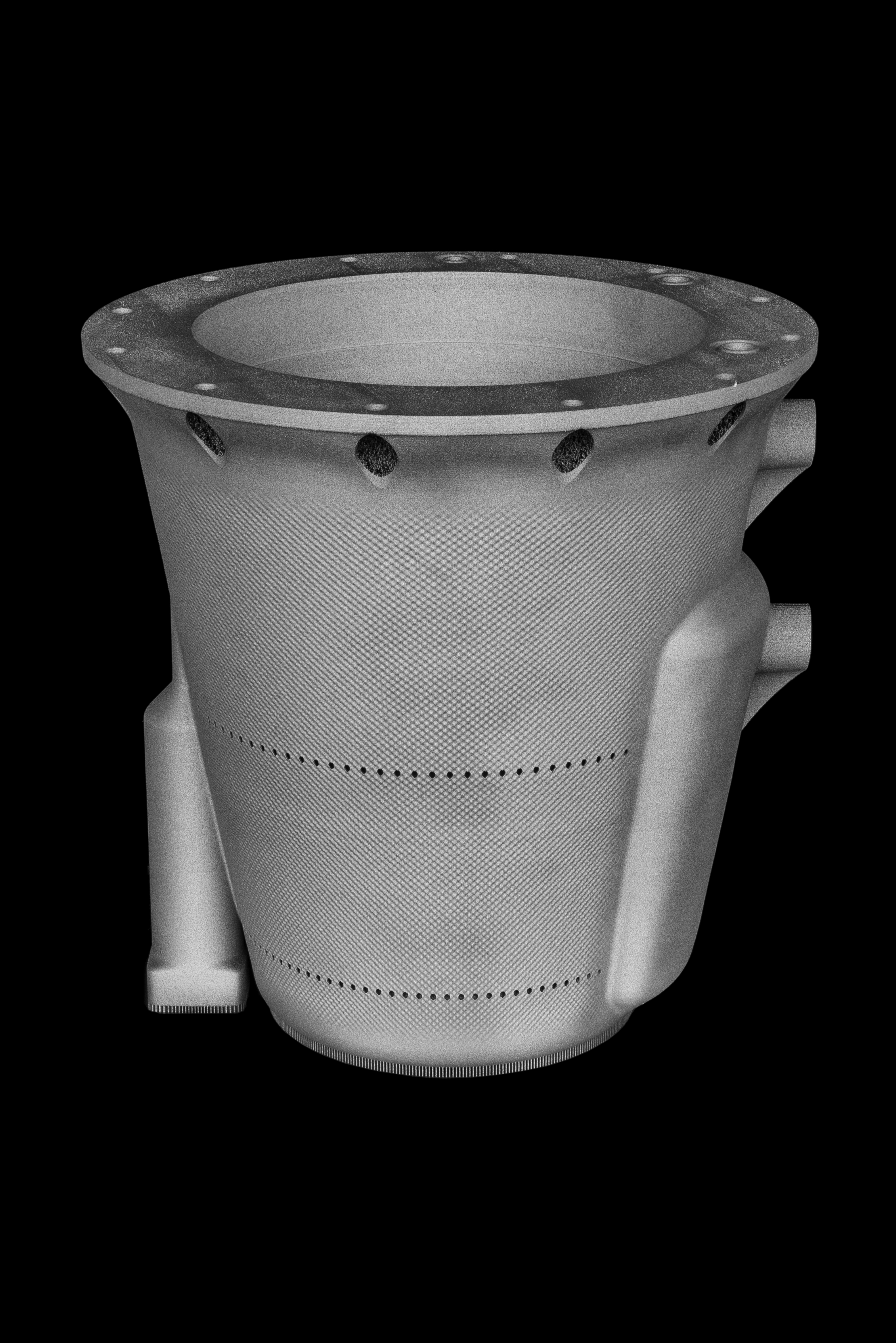
Within Safran’s Power Division, Dr. Mark Craig, the Materials, Special Processes and Composites Company Expert, works to coordinate additive manufacturing solutions.
Safran has been encouraged by this initial work and is looking to further pursue 3D printing for housings and other components.
The proof of concept created by Betatype turned out to be a success. It optimized Safran’s generator housings for additive manufacturing and took a design consisting of multiple components to a design with only one piece. By doing this, Betatype and Safran were able to drastically reduce the overall part count as well as manufacturing times. Betatype is known for “Engine,” a data processing platform the company built for managing and controlling multi-scale design. Betatype has combined Engine with its team’s strong foundation in material science, engineering and industrial design to achieve greater fidelity at every scale of additive manufacturing part design. Betatype applies its multi-scale approach particularly to complex parts that cannot be easily manufactured through traditional processes – such as Safran Electrical and Power’s electrical generator housing. Betatype is based in London. Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below. [Images: Betatype]
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 27, 2018 at 04:54AM Free 3D Systems Whitepaper Discusses Scalable Digital Molding Process and Figure 4 3D Printing9/27/2018
https://ift.tt/2IjJ5nX
Free 3D Systems Whitepaper Discusses Scalable, Digital Molding Process and Figure 4 3D Printing https://ift.tt/2QcpHMl
Injection molding was invented nearly 150 years ago, and while the manufacturing process has been improved several times over the years, something that hasn’t changed about the technology is its need for tooling, which can take weeks and even months to complete. Digital molding is a scalable 3D printing process that can increase the speed and simplicity of producing plastic parts, allowing designs to move from CAD to manufacturing without the use of tooling, and can make parts too complex for injection molding to handle. This disruptive technology – a good alternative for low-volume plastic part production – is also the focus of the latest whitepaper by 3D Systems. The company’s tool-less digital molding is backed by its configurable, modular Figure 4 manufacturing process, making it possible to facilitate part design iterations on the spot and increase product transitions without retooling.

Chuck Hull with his 1984 patent that inspired the Figure 4. Figure 4 technology can manufacture parts out of hybrid materials that are biocompatible and durable, and feature elastomeric properties and high temperature deflection. The process uses arrays of manufacturing modules, serviced by robotics, to rapidly output a finished geometry; downstream workflows are also used to optimize throughput, and the Figure 4’s processing speed “enables use of reactive plastic resins with short vat lives, leading to tough, functional parts such as those used in thermoplastic applications.” The Figure 4 SLA configuration was patented by 3D Systems’ co-founder Chuck Hull 30 years ago, when the technological advancements he needed to make the process a reality were not yet available. But progress in advanced robotics systems, continued SLA and materials advancement, digital texturing, CAD/CAM software that enables 3D design, and higher speed in processing raw materials in the vat have led to the technology’s current digital molding process.
3D Systems’ Figure 4 Robotic arms that move the parts through each process step allow for streaming parts production, and digital inspection can also be integrated into the Figure 4 modules.
The whitepaper also discusses the implications of digital molding on cost and Product Lifecycle Management, in addition to revealing the results of its benchmarking study that compared the design and production of an automotive vent using traditional injection molding versus digital molding. Perspective from industry expert Tim Shinbara, vice president of the Association for Manufacturing Technology (AMT), was also shared. 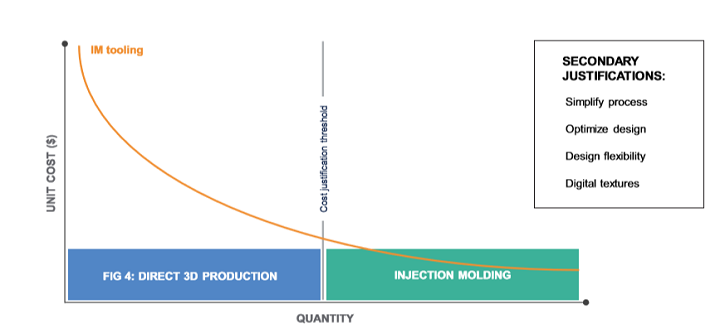
Figure 4 Direct 3D Production vs. Injection Molding
You can download the 3D Systems whitepaper for free on the 3DPrint.com website. Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts below. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 27, 2018 at 03:48AM
https://ift.tt/2OdgG8y
Aleph Objects and IC3D Release Second Certified Open Source 3D Printer Filament https://ift.tt/2zyVmCk
Thankfully, Aleph Objects has given no indication that it ever plans to stop being a fully open source company, and last year it took things a step further when it partnered up with IC3D to develop the very first open source filament. The material, an ABS filament from IC3D, was opened up in May of last year, to much fanfare. Until then, filament manufacturing was a very closed, secretive area of an industry that has thrived on openness and collaboration. The release of the open ABS material was accompanied by a 16-page white paper that offered details on the manufacturing process, parameters, material grades, etc. It was an opportunity for 3D printing fans to learn what went into the development of a common material, and it came with a promise that more open materials would follow.
Aleph Objects offers more than 30 filaments for sale on the LulzBot site. Each material features custom-developed print profiles in Cura LE. The new IC3D PETg filament can be used with the LulzBot Mini 2, LulzBot Mini 1, LulzBot TAZ 6, LulzBot TAZ/Mini Aerostruder v2 Micro, LulzBot TAZ/Mini Aerostruder, LulzBot Hexagon, LulzBot TAZ 6 Hexagon and LulzBot TAZ 5 Hexagon. A 1kg spool of the filament costs $45.00. Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 27, 2018 at 03:48AM Interview with Anders Olsson about the Olsson Ruby and Olsson Torque Wrench at the TCT Show9/26/2018
https://ift.tt/2xGYk6i
Interview with Anders Olsson about the Olsson Ruby and Olsson Torque Wrench at the TCT Show https://ift.tt/2Oeq1gh
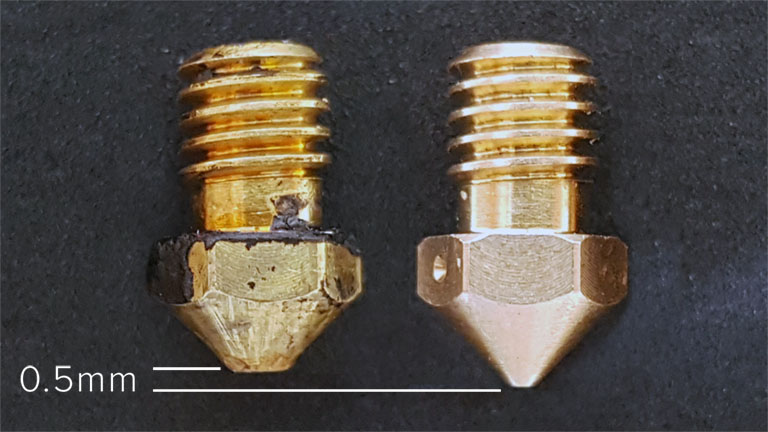
Anders Olsson is an all-round great person and a boon to the 3D printing community. His Olsson block gave us easy to exchange nozzles, with the Olsson Ruby we got a great nozzle and now with the Olsson Ruby High Temperature we have a high-performance nozzle for abrasive materials. The ruby material lasts long and is meant to withstand many hours of abrasive materials. The new Olsson Ruby High Temp can handle 500 C which means it can be suited for PEEK and other high-temperature applications. 
The Olsson Torque Wrench Anders also designed a unique torque wrench which will be available soon. This 3D printed wrench-ling is part standard wrench head but augmented by a part 3D printed in HPs multijet fusion technology. Very easy to use it gives you the precise pressure needed to mount a new interchangeable nozzle. Another item developed by Olsson is the new Print Core CC Red from Ultimaker also used for abrasive materials. A wealth of new and exciting things at the Olsson stand and more than enough reason to interview him at the TCT Show where he was attending with his partners at 3DVerkstan which I think is a market leading reseller of 3D Skrivare and 3D Skrivare supplies in the Nordic countries. 
The Olsson Ruby, left and the new Olsson Ruby High-Temperature Nozzle What is the Olsson Ruby? It’s a unique nozzle for 3D Printers, designed to print highly abrasive materials while retaining the excellent heat conductivity of brass. It works equally well for printing common FDM (FFF, Material Extrusion) 3D printing materials up to 300C. There is also a high temp version of the Olsson Ruby, enabling the use of high temp materials up to 500C.
Why is it so successful? Our customers are getting high performance and consistent results out of using the ruby nozzle when printing abrasive materials. The materials are composites with fillers such as carbon, boron carbide, and glass fiber among others. This lets them get a new type of functionality in materials that can bring improved mechanical properties as well as radiation shielding, electrical conductivity, ESD shielding and more. How many have been sold? We have sold more than 15000 units worldwide. Wait you use real rubies for this? Yes, for consistent results we use industrially grown rubies, which are also better for the application than natural rubies with their inherent flaws. Why is wear resistance important in a nozzle?
Why do nozzles always use brass and not copper or another material? This is usually because brass has a combination of good properties:
Other materials might have worse heat conductivity or worse machinability, and might be more expensive or a combination of these qualities. For copper alloys, they are a little harder to machine than brass and depending on the alloy they might also be too soft and start to anneal at common printing temperatures. That said, in our new High Temp version of the Olsson Ruby nozzle, we are using a special, high conductivity copper alloy which has excellent thermal conductivity and retains its mechanical strength at over 500 degrees Celsius. Will you develop new nozzles? Yes, we just launched a High Temp version of the Ruby Nozzle and are continuously developing new nozzles and other accessories. Some are in collaboration with 3D Printer manufacturers, such as the newly announced Print Core CC Red for the Ultimaker S5 3D Printer. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 26, 2018 at 02:18PM Interview with Xioneer CEO Andrei Neboian at the TCT Show https://ift.tt/2OdyjF7 Xioneer impressed me with its multiple material bays that let one pre-dry filament inside the printer. In this way, one could condition the filament on the machine itself and prepare it for 3D printing. With hygroscopic filaments such as PLA performance is significantly retarded and the material becomes brittle making it difficult to print. Polyamide materials (PA, Nylon) are even worse and suck up water like a starving man in the desert. These filaments may in a day or two to exposure to ambient air become less than performance ready. Polyamides such as PA 6 and PA 12 are industry standards and are great performance polymers for a lot of applications. By drying on the machine itself Xioneer shows us that they’re thinking about performance in an intelligent way. The machine has slick software and the parts on display were impressive as well. The company has cartridges for materials exchangeable nozzles for fine, bold and abrasive materials. A patented heating system and a full scan to ensure build platform calibration are other interesting features. Enough of a reason to interview CEO Andrei Neboian about the company and their printer. What is Xioneer? The company was founded in 2012 and has around 20 employees working at our headquarters in Vienna, Austria. Our main investor is the German company Fischer, well known for the Fischertechnik sets and its products for the construction industry. What does your company hope to achieve? We want to help companies to achieve more with 3D-printing. We do that by caring for every detail and by constant innovation and merging that into great 3D-printing systems. Our FFF-systems are flexible, reliable and accessible and provide great value to the customer – letting them do more with 3D-printing than before. What makes your systems different than other 3D printers? It’s the combination of technical innovations and smaller improvements in details that make our products stand out. Our systems are more flexible (e.g. with the different swappable nozzle-units), easier to use (e.g. automatic material management and automated calibration), and provide the benefits of high-end AM systems (e.g. material drying, heated build environment, water-cooled nozzles). Who are your target customers? We target various industries such as automotive, aerospace, medical and tooling manufacturers who want to create functional parts from industrial materials quickly and efficiently. For what types of parts and applications is your system ideally suited? Our swappable nozzle-units and materials cover a wide range of applications. Ranging from large fixtures and mounts printed within record time from PC or ABS, to carbon-fiber reinforced jigs, or small intricate parts with thin walls printed with flexible Nylon or TPU. What makes the Xioneer desktop better than other desktop systems? Over 6 patented technologies are used in our desktop system as well as in our industrial system. These provide state-of-the-art topographic calibration system for the nozzles and for the build-surface as well as the unique material feeding system which is the easiest to use on the market. What kind of motion system is on it? A derivative of the Core-XY system adopted to the needs of 3D-printing by our engineers. How accurate is it? The positional accuracy is within the range of 5 micrometers or lower. What is Gecko Peel and what does it do? GeckoPeel is our support material which is flexible and easy to remove from the surface of the model. It makes support removal much safer and quicker and other materials. How does your automatic calibration work? It scans the entire surface of the build table and compensates any unevenness automatically during the print. Unavoidable deformations caused by e.g. the high temperature of the print surface and the build chamber are compensated automatically. This allows using the entire build-surface and saves costly setup time. You have “plug and play” proprietary filament but can I also use my own? We provide a range of materials which we have tested internally. But we also understand that different customers and industries have their specific material needs. Therefore, we offer an on-demand service to certify customer materials through our internal material testing process. How much is the X1? List price for the Starter Set is under 15000€ And the X1s? List price for the Starter Set is under 25000€
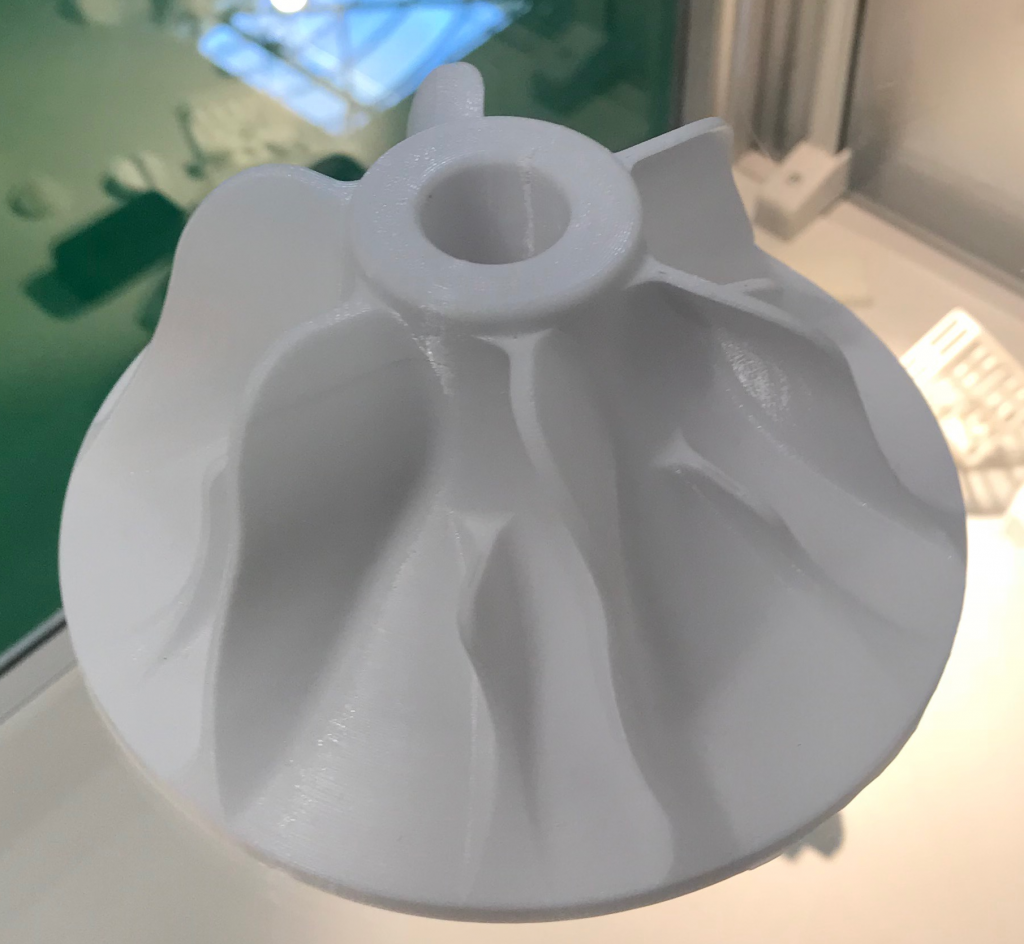
It seems to have a lot of spool holders in it? These are the additional pre-dry units to prepare more material cartridges for printing. This saves time in busy environments where you need additional spools of material ready for your next print-job immediately. PA CF is really being adopted much more widely, how come? It’s a great material which combines the strength of Nylon with the stiffness that the fiber-reinforcement gives to your parts.
So why do you have four different nozzles and what do they do? Our quick-changeable nozzles offer you more flexibility to do things beyond a standard filament printer can do. The nozzle-unit BOLD lets you print parts in lower resolution much quicker than any other nozzle: large bulky parts are made in just a few hours instead of days! The nozzle-unit HARD is made of a wear resistant ceramic material which allows printing fiber-reinforced materials such as PA-CF. The nozzle-unit FINE lets you create intricate parts in the level of detail which is usually expected from high-resolution 3D-printing technologies. The nozzle unit STANDARD is our all-rounder covering all other print-jobs. The additional benefit of our patented twin-head system is the ability to combine different nozzles within a single job: print the inside of your part with a BOLD nozzle, while preserving the high quality of the outer shell with the STANDARD nozzle – this will save you hours! What is your modelPlus material? It’s a modelling material with similar mechanical properties to ABS, and a great surface finish. It’s highly recommended for printing visual prototypes. Why should I buy one of your machines and not one from another company? The Xioneer X1s provides the latest technology for producing functional parts from a variety of industrial plastics. It’s a high value product with a quick return on investment, and a money-back guarantee. On top of that, we provide application support to our customers to get the best out of their X1s.
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 26, 2018 at 01:45PM
https://ift.tt/2IlP37W
3D Printhuset Announces New Company Dedicated to Construction 3D Printing https://ift.tt/2xDUn2k 
The BOD While there are many companies around that specialize in 3D printed construction, Denmark’s 3D Printhuset has become one of the most prominent. It is a company that does not believe in hype, rather choosing to take a realistic approach to large-scale 3D printing and deliver quality results. Last year, 3D Printhuset presented the Building On Demand, or BOD, the first 3D printing in Europe that met European building codes. A couple of months ago, the company introduced its second construction 3D printer, the BOD2, which is 10 times faster than its predecessor. The new 3D printer was developed based on insight learned from the 3D printing of the BOD, and it has quickly become popular. The demand for construction 3D printers like the BOD2 is growing so quickly that 3D Printhuset has decided to create an entirely new company for its 3D printing construction activities. The new company is called COBOD International, which stands for Construction Building On Demand, and from now on it will be responsible for the manufacture and sale of the BOD2.

Interior of the BOD COBOD International has offices in downtown Copenhagen, as well as test and lab facilities plus a warehouse in nearby Copenhagen Harbor, which is also the location of the BOD. A lot of thought went into the name of the new company, according to Communication Manager Asger Dath.

Rendering of the BOD2 In addition to the launch of the new company, 3D Printhuset and COBOD are also offering a closer look at the 3D printed BOD through a brand new drone video. You can see it below: VIDEO Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below. [Images: COBOD]
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 26, 2018 at 12:57PM
https://ift.tt/2IlOWcw
A Universal Swiss Knife in the Pocket of Every 3D Printing Enthusiast https://ift.tt/2xDUgnq
The company known as 3Dsimo s.r.o., a manufacturer of 3D pens and multifunctional devices recently showed their newest product, and it is already available for pre-order. At the Maker Faire trade show in New York, they unveiled a brand-new multifunctional device aimed not only at 3D printing lovers but also makers, and it is called the 3Dsimo MultiPro. Behind the project stands a team with 6 years experience and a product improved by important feedback from customers. 3Dsimo MultiPro is not just another 3D pen that can only do one thing, but it is a multifunctional tool for more complex use. It’s a great accessory for any proud owner of a 3D printer as a tool for finishing your prints, or even repairing them. The device comes with these following extensions in the basic packaging : ● 3D drawing : The extension has 12 material pre-sets for the most common materials available on the market, such as ABS, PLA, Flex, PETG, Metal, Wood, etc. Everything is shown on the front OLED display. Another great feature is that you can change the speed of
● Foam Cutting : The way this extension works is via resistance wire cutting technique, meaning that a resistance wire heats up to high temperatures, causing it to slice through plastic and foam materials like a knife through butter. The maximum cutting dimension is ● Soldering : This extension is mostly for soldering and welding. After working with this extension for some time, I can say that it can fully replace a budget soldering station in price range of $80 to $100. The temperature of the tip can be selected, and it reaches up to 450°C.
● Burning : The tip for this extension comes in 3 variants that can also be purchased additionally, and all of them can serve many purposes such as finishing and smoothing 3D prints or burning into wood and leather. Maximum reachable temperature is 450°C. The entire device shows the emphasis on craftsmanship and ease of use.
For example, when you put in a new extension for the first time, a tutorial will be shown on the We also appreciate how easy it is to remove the extensions just by pressing one button, and it only And that is not all, as the 3Dsimo MultiPro will be an extendable platform, in the future it will have At the start of the following year, several new extensions will be released for the 3Dsimo MultiPro. ● Drill/Electric screwdriver : This extension will have the same properties as a normal electric From the website of the manufacturer, we’ve picked a few interesting things that were made with 1. Customization of boots using both the burning and the 3D drawing extensions. If you are interested in a unique present that has no competition, then don’t hesitate and pre-order now, as more than 40% of the pieces are already sold. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 26, 2018 at 12:57PM
https://ift.tt/2Ih2Oo9
NIST Achieving Better Laser Powder Bed Fusion 3D Printing Melt Pool Control By Implementing Laser Control https://ift.tt/2Q73pLV 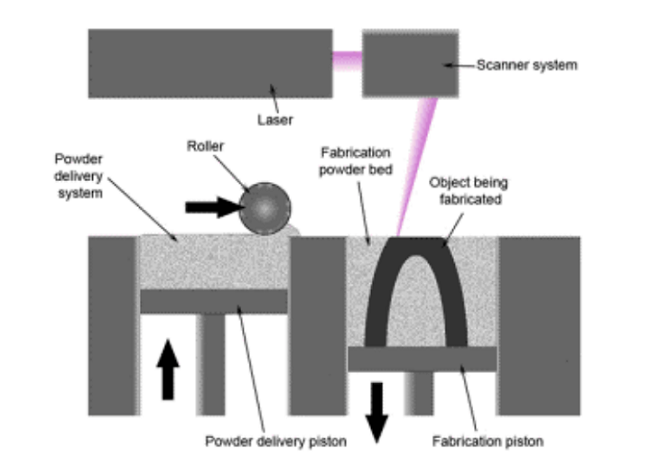
Diagram of laser powder bed fusion system. [Image: Andrew Drieling, Wright State University] Laser powder bed fusion (LPBF) 3D printing uses a focused, high power laser to selectively melt geometric patterns into metal powder and build an almost fully dense, freeform object. The process, and quality of the resulting part, are influenced by many process parameters, and the laser position, power, and velocity all need to be well-controlled, based on characteristics of the powder layer, in order to achieve adequately fused adjacent layers and scan tracks. LPBF defects can occur when these laser parameters are combined incorrectly, and there has been research published on hypotheses like shaping laser beams to enhance properties and using the right heat source. But having better controlled power profiles or density along scan paths can lower the likelihood of defects forming.
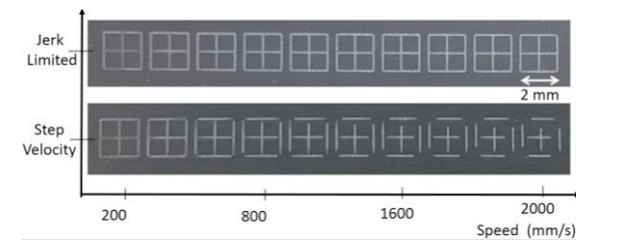
Comparison of jerk-limited and step velocity motion control at different speeds. LPBF system laser control involves laser power and path: the former is electronically adjusted through the laser amplifier, while the latter is achieved by controlling the two galvanometer motors, which drive the mirrors that direct the laser spot to the powder bed, in a coordinated manner. Step velocity, which assumes infinite acceleration, makes it impossible for the mirrors to follow commands, but most commercial scanning systems, including those integrated into LPBF 3D printers, use step velocity profiles for motion control. This compromises temporal and spatial accuracy, which then leads to material defects and geometric inaccuracies.
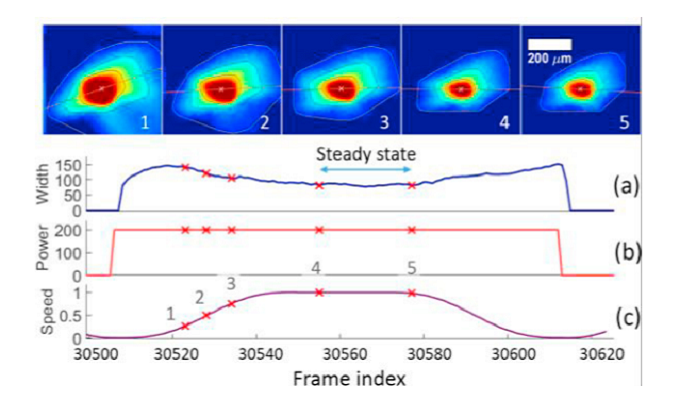
A single-track scan on stainless steel. (a) Melt-pool width (µm) measured from in-situ melt-pool images. (b) Commanded laser power (W). (c) Commanded laser speed (m/s). Melt-pool images corresponding to the marked locations (1-5) are shown on the top. The researchers used varying motion control parameters to generate nine square laser scan paths on the AMMT. A wait time was introduced after each move with the step velocity profile, in order to “improve spatial path accuracy,” but it had to be carefully measured – too short, and the distortion can’t be fully compensated for, while waiting too long can cause over-melting.
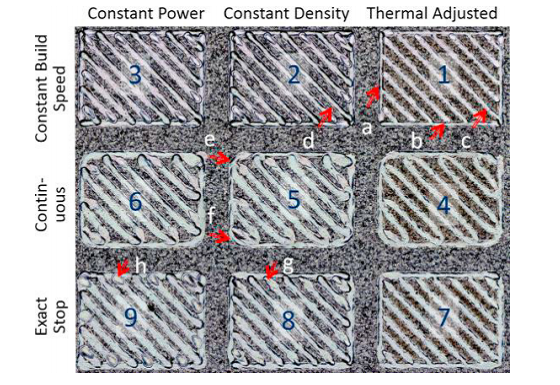
Path planned by the combinations of three laser path and three laser power modes. Image shows the scan on a stainless-steel plate. Constant power modes and build speed were used to turn the laser power on and off at designated positions. Acceleration for jerk-limited control was set at 1,000 m/s2, while wait time for step velocity control was calibrated at 200 mm/s.
The input energy density was found to be influenced by laser power and scan speed, and errors could potentially cause material defects. The researchers also set up a high-speed camera to measure the melt-pool geometry, which can help when studying the influence that laser control has on LPBF. It’s also possible to use jerk-limited path planning to create complicated scan strategies, and ensure a smoother build if the laser speed and power variations are reduced. So the researchers proposed the use of laser path and power modes, and put them to use through a modified version of G-code.
Co-authors of the paper are H. Yeung, B.M. Lane, M.A. Donmez, J.C. Fox, and J. Neira. Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com September 26, 2018 at 12:28PM |
Categories
All
Archives
April 2023
|













 RSS Feed
RSS Feed
