
|
Fabrisonic’s Whitepaper on Metal 3D Printed Heat Exchangers for NASA JPL https://ift.tt/2NXA19Q
Founded in 2011, Ohio-based Fabrisonic uses its hybrid metal 3D printing process, called Ultrasonic Additive Manufacturing (UAM), to merge layers of metal foil together in a solid-state thanks to high frequency ultrasonic vibrations. Fabrisonic mounts its patented hybrid 3D printing process on traditional CNC equipment – first, an object is built up with 3D printing, and then smoothed down with CNC machining by milling to the required size and surface. No melting is required, as Fabrisonic’s 6′ x 6′ x 3′ UAM 3D printer can “scrub” metal foil and build it up into the final net shape, and then machines down whatever else is needed at the end of the process.
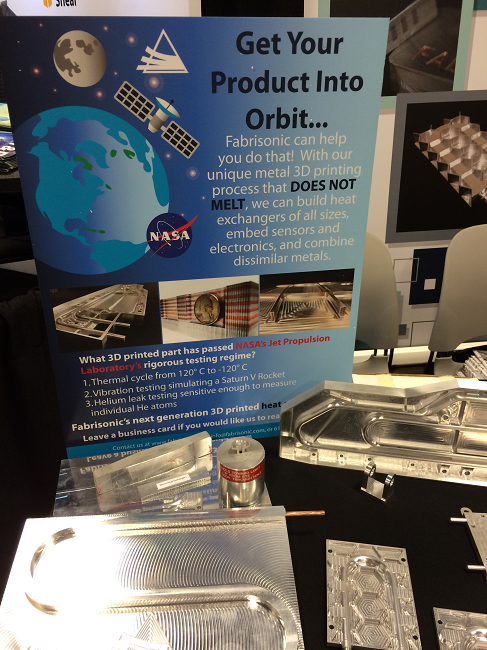
[Image: Sarah Saunders] Justin Wenning, a production engineer at Fabrisonic I spoke with at RAPID 2018this spring, recently published a whitepaper, titled “Space-grade 3D Metal Printed Heat Exchangers,” that takes a deep dive into the work he’s been doing with Fabrisonic’s 3D printed metal heat exchangers for aerospace applications. The company participated in a two-year program at JPL, and 3D printed a new class of metal heat exchanger that passed JPL’s intense testing.
For many years, NASA glued bent metal tubes along, and fastened them to, the exterior of a space vehicle’s structure, which weigh a lot and do not perform well thermally. These devices were also assembled and quality-checked by hand, so production could take up to nine months. At the end of its partnership with NASA JPL, Fabrisonic showed that 3D printing can be used to improve upon all of these issues. 
Evolution of UAM 3D printed heat exchanger with NASA JPL. Samples began small to The UAM system does not use any controlled atmospheres, so the part size and design range greatly. NASA JPL first started working with Fabrisonic in 2014, thanks to a JPL Spontaneous R&TD grant, to look into small, simple UAM heat exchangers, before moving up to larger structures in 2015 through NASA’s SBIR/STTR program. The result was a full-size, functioning heat exchanger prototype for the Mars 2020 rover mission that was fabricated in far less time, with a 30% lighter mass.
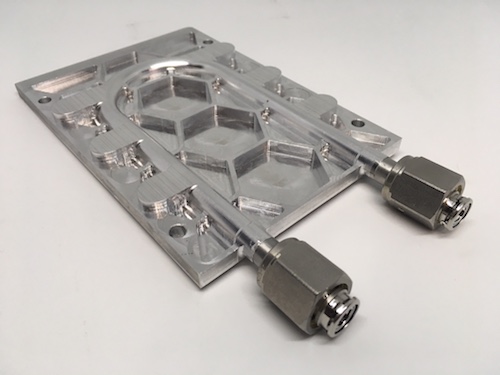
UAM starts with a metal substrate, and material is then added to and removed from the structure to make the device’s internal passageways. To help with material deposition, a proprietary water-soluble support structure is added, before adding strength and features, respectively, with optional heat-treating and final CNC machining. Fabrisonic then added SS tubing, which helps with fitting attachments, to the aluminum structure with friction welding for NASA JPL’s development parts. NASA JPL also needed to raise its technology readiness level (TRL) from 3 to near 6. During the program, Fabrisonic and its EWI affiliate 3D printed and tested dozens of different heat exchangers, in order to develop a final prototype for ground-based qualification standards based off of NASA JPL’s existing heat exchangers. 
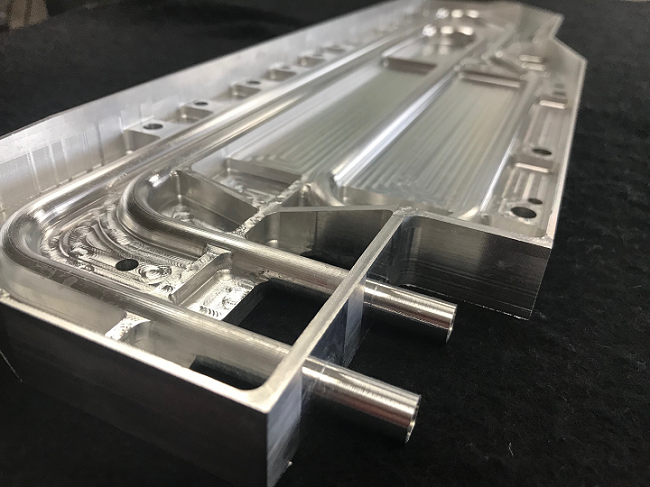
UAM process steps for fabricating NASA JPL heat exchangers. The NASA JPL TRL 6 qualification included several tests, including proof pressure testing to 330 PSI, two-day controlled thermal cycling from -184°F to 248°F in an environmental chamber, and vibration testing on an electrodynamic shaker, which simulated a common day rocket launch (1-10 G) in all orientations while attached to a dummy mass at the same time for imitating a normal hosted electronics package. Other tests included:

JPL project with copper embedded. [Image: Sarah Saunders] Each of the three UAM 3D printed heat exchanger components passed the qualifications, which raised the technology to its goal of near TRL 6. To corroborate the results, NASA JPL scientists completed more helium leak and burst testing, along with thermal shock testing on certain devices; this involved submerging certain heat exchangers in liquid nitrogen (-320°F) to test their bi-metallic friction welded stainless steel aluminum joints. According to the whitepaper, the joints were “robust and helium leak tight” post-submersion. Fabrisonic’s new class of 3D printed metal heat exchanger, developed under NASA JPL, has uses in other commercial production applications, which the company is currently exploring.
Because of its low temperatures, UAM can also be used to embed sensors into solid metal. In 3D printed heat exchangers, sensors could help monitor system health and improve control by being integrated in important locations. Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts below. [Images: Fabrisonic unless otherwise noted] Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com July 30, 2018 at 02:52PM
0 Comments
Sand 3D Printing Used to Create Smart Slab Ceiling for ETH Zurich’s DFAB House https://ift.tt/2vgS0jW
The ceiling is 80 meters squared, weighs 15 tonnes and consists of 11 concrete segments that connect the lower floor with the two-story timber space above. One advantage of using 3D printing for the mold instead of using a direct layer-by-layer concrete process is that high performant fiber-reinforced concrete can be used, and it can be fabricated with millmeter precision.
The ceiling is composed of ribs of different sizes. The main ribs carry the loads, while the smaller filigree ribs are primarily for acoustics and aesthetic appeal. The lighting and sprinkler systems are integrated directly into the slab structure; they were coordinated with the planning software as well. Several partners worked on the Smart Slab after its design had been exported from the computer. One industry partner produced the 3D printed sand formworks, which were divided into pallet-sized sections for easier printing and transport. Another partner fabricated the timber formwork through CNC machining, which gives shape to the upper part of the Smart Slab and leaves hollow areas that reduce weight and create space for electrical cables. A third partner brought together the two types of formwork, spraying the fiber-reinforced concrete onto the sand formwork to produce the lower concrete shell and casting the remaining concrete into the timber formwork.
The 11 individual concrete segments were transported to be building site after hardening for two weeks. A crane placed the concrete elements onto the load-bearing wall, where the prestressing took place. Steel cables were pulled lengthwise and crosswise through the concrete support and into the channels already inserted in the formwork. Tensioning the cables significantly increases the system’s load capacity.
ETH Zurich has become well-known for its work with advanced 3D printing and robotics research. The university has developed numerous new digital fabrication technologies, several of which are being utilized in the construction of the DFAB House. The house is being constructed at Empa and Eawag‘s NEST research and innovation facility. You can learn more about the DFAB House here. VIDEO Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below. [Images: ETH Zurich] Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com July 30, 2018 at 11:52AM Polish 3D Printing Company UBOT3D Launches High Temperature Printer https://ift.tt/2LLfsjw
There are a surprising number of 3D printing companies coming out of Poland. Vshaper and 3DGence are two emerging firms that both make high temperature printers. These are now joined by a colleague UBOT3D. UBOT3D is like many 3D printing companies moving up in the world making more expensive 3D printers that are capable of handling high performance materials such as PEEK and PEI. Acording to CEO Michal Melon , they’ve been around since “2015 and made and sold hundreds of 3D printers to polish and euroepan customers. Until this year we were focused strictly on the desktop market, but simultaneously designed an industrial grade machine using the same FFF technology.” 
Ubot3D Build chamber. Enclosed chambers, ventilation and higher quality is what many industrial customers want. Increasingly firms are heeding the call and making systems suited for the shop floor or for manufacturing rather than just sitting on someone’s desktop. Is the UBOT3D’s new system a capable one that can actually manufacture at scale? This is something we don’t know yet but if we look at the specs then the company at least is on a route to a promising device. 
I sure hope this isn’t inside of it. The P440 printer has a build volume of 440 x 330 x 300 mm and a 1500 W chamber heating system. It seems to have two ball screw and two linear guides inside of the chamber the guides seem enclosed but I wonder if the guides and ball screw will hold up like that. Specifically I’m wondering what will happen to the ball screw lubricant if the chamber becomes 400 C. The idea of having a seperate complete chamber heater is a solid one since lack of thermal control over the heated chamber and the wicking of heat is an issue with many high temperature 3D printers. If this system does maintain a constant temperature and can heat it up properly then this will be an advantage.
Ubot3D Build chamber. The team also installed a four stage chamber filter of HEPA, carbon, PP and cold catalysis. Which sounds very safe indeed although I must confess to have no idea what cold catalysis is. The print bed is fastened with magnets, which is a nice feature, and it is powered by an 800 W heating unit. Which makes me think that its a good thing that there we do not yet have these EU energy efficiency ratings for printers. This should however give your bed a lot of heat and power which is great. Print bed maximum temperature is 150C, nozzle maximum is 400C. The 400 degrees is a tad limiting for some PEEK-like materials but if they have adequate chamber control they should be able to print most high performance materials. And they have automated leveling where, “the software creates the entire table image and then generates its image using the finite element method. This ensures that the print bed of the 3D printer will be calibrated correctly.” They say that their Hellfire hot end has been optimized for high temperature materials and the team has developed their own extruder as well as an own hot end. Its nice to see someone not using a E3D hot end, I would just hate it if Sanjay became too wealthy. The P440 also has automatic updating, a nice emergency off switch, expert mode and on board camera as well as an app to control the printer and can SMS you if there is an issue with the filament or if you’re running out and it costs 13,000 Euros which is $15,000. This makes it double the price of the Intamsys Funmat HT and more expensive than a Vshaper Pro and around 10k less than a 3Dgence Industry F340. If the performance is there then its a good price point to be at. But, it will have to be significantly better than a Funmat and a bit better than a Vshaper to even be considered by many. UBOT3D is at a sweet spot for HT printing but at the same time this is a part of the market that cares about performance and reliability above all else.
The Ubot does have two very unique features. Appearantly the printer, “has been equipped with the ability to order filaments directly through the device” and it can work for 30 minutes on auxiliary power if the lights go off. Yes people the days of chucking some rods and stepper motors into a box are gone. We have arrived in featureville, expect more features, demand more features. At first glance the UBOT3D has spent a lot of time thinking about features users care about. The things that their machines has on board are things that people do care about. It is exactly these features that allow for office friendly production that will get the next generation of corporate 3D printer customers.
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com July 30, 2018 at 10:42AM Study Finds that Orientation Influences Electrochemical Behavior in 3D Printed sensors https://ift.tt/2LKULnJ
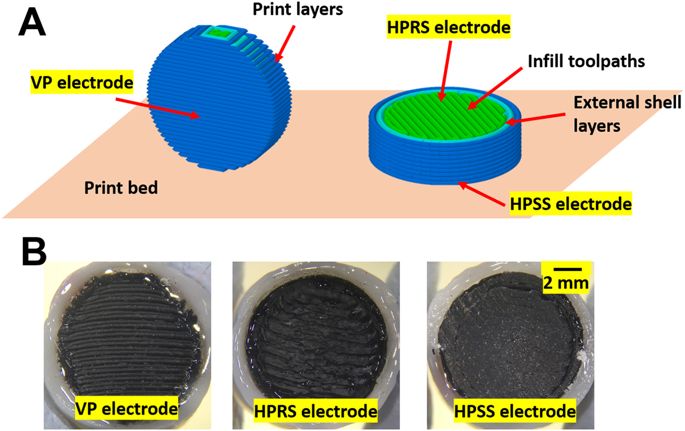
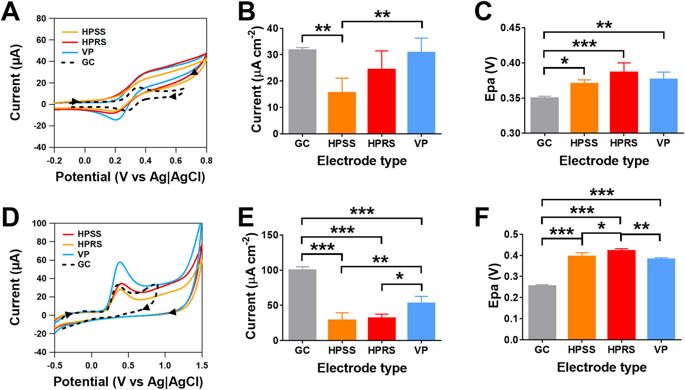
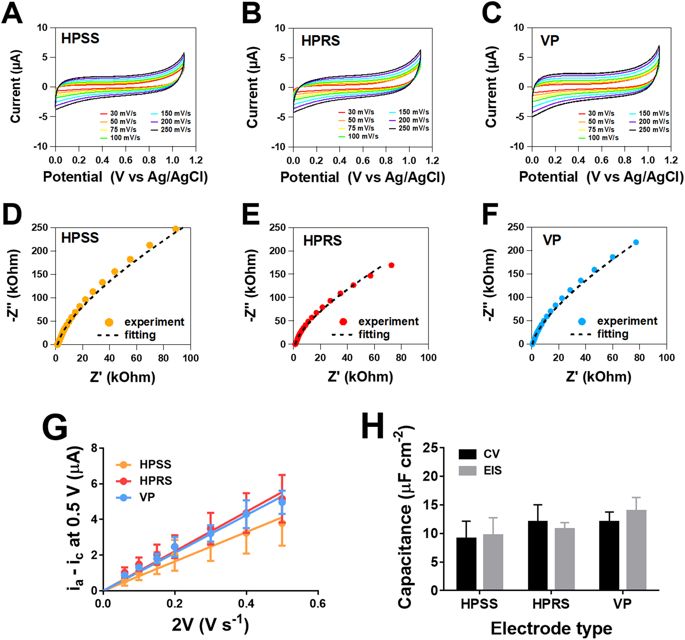
The researchers 3D printed a variety of electrodes using both horizontal and vertical printing direction. The horizontal printing direction resulted in a smooth surface for an HPSS (horizontally printed smooth surface) electrode and a relatively rougher surface for an HPRS (horizontally printed rough surface) electrode. The vertically printed electrode showed enhanced current response when compared to the two horizontally printed electrodes, showing that print orientation is in fact a factor in the level of conductivity that a 3D printed object has.
According to the paper, it’s a challenge to develop electrochemical sensors with complex geometry.
Composite electrodes are easy to make in any geometry using 3D printing, and have mechanically robust properies, but their performances vary depending on the differences in the homogeneity of the material and electrode surface from batch to batch. They also have increased resistance compared to solid conductive materials, presenting another challenge to the manufacture of composite electrodes. 3D printing has presented a viable way of fabricating complex electrodes, thanks to the availability of 3D printers and the variety of conductive filaments on the market. Several studies have used 3D printing for sensing, and carbon and metallic materials have been used for 3D printing the electrodes.
This study specifically was undertaken in order to explore the behavior for ABS/carbon objects that were 3D printed in a horizontal or vertical direction, and found that print orientation does in fact affect how conductive an object will be.
Authors of the paper include Hairul Hisham Bin Hamzah, Oliver Keattch, Derek Covill and Bhavik Anil Patel. Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com July 30, 2018 at 09:39AM Gefertec’s Wire-Feed 3D Printing Process Being Developed for Aerospace https://ift.tt/2mQHlbP 
[Image: BIAS] Metal additive manufacturing is generally associated with metal powder, but a few technologies use wire instead. According to Gefertec, which uses wire as the feedstock for its patented 3DMP technology, there are numerous advantages to wire additive manufacturing. These include nearly 100% material utilization, uncomplicated storage, low material costs, easy handling, optimum processability, and an extensive selection of materials. 3DMP is a three-step process that allows for a great deal of design freedom, higher deposition rates and large parts at low cost. Right now, the Bremer Institut für Angewandte Strahltechnik GmbH (BIAS) is working with Gefertec to qualify the 3DMP method for the production of large structural components, particularly for aerospace applications. The research is being carried out as part of REGIS, a collaborative project that includes several different partners from the aerospace industry, machine manufacturers and other research institutions. Recently, Gefertec installed an arc403 3DMP machine at BIAS, where work will include ensuring homogeneous material properties in the production of titanium and aluminium using 3DMP. The project is being funded by Germany’s Federal Ministry for Economic Affairs and Energy.
Gefertec is a young company, having been founded in only 2015 and now offers two machines: the arc603 and the arc605, which it describes as ideal for both metalworking and research and development. 3DMP combines arc welding with 3D printing, welding wire together layer by layer to form large, strong parts. 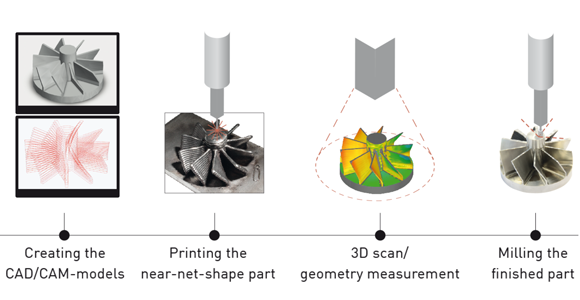
[Image: Gefertec]
According to Gefertec, 3DMP is the most economically efficient method of 3D printing metal parts – it enables cost savings of up to €1,000 per hour. Optional milling machines can be integrated into the arc603 and arc605 so that all steps can be completed on the same machine, adding further to the convenience factor. It’s not surprising that this method should appeal to the aerospace industry, with its capacity for speed, strength and cost savings. Gefertec is based in Berlin, Germany. Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below.
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com July 30, 2018 at 06:30AM Researchers Use AI, 3D Printing & Bending Light for Numerical Calculations https://ift.tt/2OsU2pR
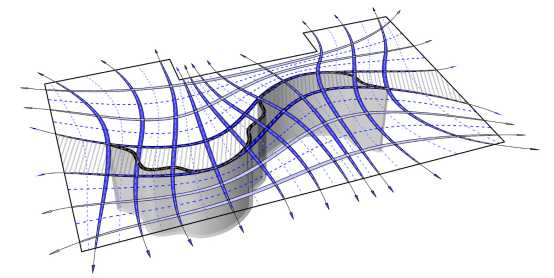
Today, you will find 3D printers in the most surprising places—and all over the world. Not only that, but they are often busy doing the most surprising things for the human race. If you have been following 3D printing for even the shortest amount of time, then you may have learned to continually expect the unexpected. Machine learning and data calculations are perfect examples of this as they are now being applied in 3D via a new artificial intelligence system that performs its work through bending light. AI is built on looping calculations of numbers and data that ultimately result in recognition. As UCLA researchers discovered, they can actually translate this into physical form through 3D printing with the accompaniment of light. Working with the premise of 3D printing that is built on layers, the researchers are able to make transparent diffraction patterns, ‘reflecting’ data in a neural network. Their work was recently published in a paper titled ‘All-optical machine learning using diffractive deep neural networks,’ by Xing Lin, Yair Rivenson, Nezih T. Yardimci, Muhammed Veli, Yi Luo, Mona Jarrahi, and Aydogan Ozcan.
They are able to establish this with a diffractive deep neural network, also known as a D2NN architecture—and one that is able to perform functions based on the collective diffractive layers.
The team used their unique learning model to recognize numbers that were written out by hand, afterward converting the matrix math into a data series related to ‘optical transformations.’ Each layer contributes to creating this data with the use of light, refocusing and adding values. This process involves millions of optical transformations on the 3D printed plates, with the system translating light into numeric values; in fact, the researchers report that with the 3D-printed D2NNs they are having a 90 percent success rate! While the process is still being refined by the research team, it could be relevant to numerous applications in the future due to the flexibility of such calculation tools. It could be used to read letters instead of numbers too, as well as offering facial or other types of physical recognition. Find out more about this research or order the article for further reading here. Discuss this article and other 3D printing topics at 3DPrintBoard.com. [Source / Images: TechCrunch]
Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com July 30, 2018 at 04:51AM OPM Licensed for Marketing & Manufacturing 3D Printed Medical Devices in Asia https://ift.tt/2AipFiI
OPM was just recently accredited as a foreign medical device manufacturer by the Japanese Ministry of Health, Labour, and Welfare. With this international development, they will also be creating OPM Asia in partnership with JSR Corp. of Tokyo. JSR is known for their strength in the life sciences industry in Asia, including a personalized medicine ecosystem, 3D software, drug discovery, and more. The license will allow the new partners to market and manufacture medical devices in the following countries, with products expected to be on the Asian market by 2019 in:

3D printed PEKK OsteoFab implant With their ongoing use of PEKK, the OPM team produces implants very similar to bone that are osteoconductive and encourage the growth of natural bone once implanted. It is also radiolucent—meaning that it works well for patients having MRIs as well.
OPM offers comprehensive services around the world, also serving as an OEM and regulatory filer. When PEKK was originally created by DuPont, OPM was approved to make their own OXPEKK material, and since then they have patented OXPEKK LTS for 3D printing medical implants.
With the OPM and JSR partnership in place, they also intend to expand into other areas:
What do you think of this news? Let us know your thoughts! Join the discussion of this and other 3D printing topics at 3DPrintBoard.com. [Source: MDDI; Images: OPM] Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com July 30, 2018 at 03:09AM 3DPrint.com Interviews’s CRP Group CEO Franco Cevolini https://ift.tt/2mRmrt9 
The 3D printed front nose cone of pre-production version of the Energica Eva motorbike. The CRP Group is a large 3D printing service bureau in Modena Italy. The company was started in 1970 by Roberto Cevolini to make Formula 1 gearboxes and frames. In 1996 Roberto’s son Franco Cevolini decides to, only a few years after it was invented, look into 3D printing for racing and automotive. Specializing in powder bed fusion, investment casting, automotive parts and 3D printing services for racing teams CRP is unique in its deep involvement in car racing. Furthermore, the company is also unique because central to its success as a service is materials development. CRP’s Windform materials are high stiffness, high strength, high heat powder bed fusion materials that the company both uses to make car parts but also sells to other firms. Some of these materials have been designed to be post-processed by CNC or with high-stress fatigue or high surface quality in mind. Windform Glass fibre filled polyamides or carbon fibre filled polyamides have really brought powder bed fusion to the automotive world. I’ve been following the company for years to get a glimpse of interesting cases such as the bridge manufacturing of parts for Lamborghini using 3D printing or the design of high-performance intake manifolds. I was, therefore, more than honoured to get to interview CRP Group CEO Franco Cevolini about his firm.
When did you get started making automotive parts? “We got started making automotive parts via Laser Sintering technology since the beginning of our activity in the world of professional 3D printing.” What kind of parts have you made? “We have made… all kind of parts! Some examples are: intake manifolds, inlets, air inlets, intake ducts, cockpit’s parts, alternator cooling covers, interior parts.” What makes powder bed fusion (also called SLS, Selective Laser Sintering or SLS) so suited as a technology for automotive parts? “SLS by itself it is not suited. But the combination of SLS technology and Windform composite materials makes SLS suited as a technology for automotive parts. This distinguishing feature is achieved thanks to mechanical features, durability and accuracy of Windform materials. Talking about the automotive sector, durability is the most important property. And… only Windform composite materials have it!” 
Three versions of dashboard prototypes using Energica electric motorbike. From left: Third prototype of the dashboard hybrid version: plastic injection molded upper part, lower part in Windform LX 3.0; second prototype of the dashboard made with painted Windform LX 3.0 and on the right we have the first prototype of the Windform LX 3.0 dashboard. Do the SLS parts hold up long term?

Car intake manifold. What SLS materials are they made of?

A flexible 3D printed soft seat prototype made with a TPU material for selective laser sintering. Can you print parts for use in the engine bay? “Yes, of course! One of the most interesting examples that I can cite, it is the 3D printed Automotive intake manifold functional prototype we realized via SLS using reinforced carbon fibre composite material Windform® SP.” 
Automotive intake manifold in Windform SP using powder bed fusion. Can you give examples of saving weight with 3D Printed parts? “If we refer to supercars, it is possible to save weight with 3D printing by working on an optimized design. Otherwise, if we refer to “ordinary car”, mass-produced models, 3D printing is currently used to validate a project. Saving weight it is not really considered at the moment.” Why should companies look at 3D Printing automotive parts?

Car intake manifold in black Windform made using Powder bed fusion. Do you see 3D Printing being used more in automotive? Yes, definitely. This trend’s happening in other advanced sectors as well: Aerospace, Defense and UAS. Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com July 30, 2018 at 03:00AM Allevi and Made In Space Partner Up for New Initiative: 3D Bioprinting in Outer Space https://ift.tt/2LAPIY0
3D bioprinting company Allevi, formerly known as BioBots, is on a mission to make it easier for scientists and researchers to design and engineer 3D tissues. The company, which was founded four years ago, develops 3D bioprinters, software, and bioinks for the purposes of solving the most difficult biomedical problems that plague our world, such as disease and eliminating the organ waiting list.
Ever since the space race began in the late 1950s and led to the first man on the moon, humanity has been working hard to conquer the vastness of outer space. 3D printing has helped in this quest, from sending astronauts into space for research and testing and allowing them to fabricate items in zero gravity and microgravity to creating tools, medical supplies, and even habitats in space. Space exploration has also led to the creation of such practical tools on Earth as joysticks, GPS devices, and thermometers. This last brings us back to the medical sector, and Allevi’s goal of 3D bioprinting replacement organs for humans.
Astronauts can study things in a completely new way when they don’t have to worry about the constraints of gravity, and 3D printing can help increase their capabilities in these situations. This is one of the main focuses of California-based 3D printing and space technology firm Made In Space, which is responsible for introducing 3D printing to the International Space Station (ISS) four years ago. Having the ability to 3D print important parts and tools aboard the ISS helps the astronauts complete their tasks in space.
Allevi developed a compatible extruder, fittingly called the ZeroG bio-extruder, that is able to be outfitted onto Made In Space’s Additive Manufacturing Facility currently on board the ISS. This new bio-extruder will make it possible for scientists using the Allevi 3D bioprinting platform to run experiments in space, and back home on Earth, at the same time, in order to observe and study any biological differences that happen when 3D printing with gravity and without it.
NASA and companies like Made In Space are already hard at work researching and creating tools to use and places to live in outer space. But if this Allevi initiative is successful, having the ability to create 3D bioprinted organs in space will bring us another step closer to living among the stars. Discuss this story and other 3D printing topics at 3DPrintBoard.com or share your thoughts in the comments below. [Images provided by Allevi] Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com July 29, 2018 at 09:36AM 3D Printed Cylinders Tower Over Mars Surface in Latest Design for Habitat Challenge https://ift.tt/2vc5tJD
MARSHA (MARS HAbitat), features tall, cylindrical structures that resemble elongated eggs, optimized to handle internal atmospheric pressure and structural stresses. They’re quite different from Earth dwellings, which are designed to handle mostly gravity and wind. The ground level of each MARSHA structure has a “garage” that contains external systems and exploration activities with a supporting wet lab. Above that is the main hub, with 34 square meters of joint dry lab and kitchen. The third level has individual cabins, a sanitation pod, and a hydroponic garden. The fourth level is a recreation and exercise area and features a bright, water-filled skylight. Each building is made from two “shells” with the space between acting as a light-well. Circadian lighting is designed to recreate Earthlight.
The reason so much work is being put into developing methods and materials for construction on Mars is that it isn’t realistic at all to consider bringing building materials from Earth, so everything must be fabricated from material readily available on the red planet. To that end, AI spaceFactory is developing basalt fibre-reinforced PLA (bf-PLA), with the basalt extracted from Mars rocks and the PLA harvested and processed from plants grown on Mars. Basalt fibre is super-strong and happens to be a natural insulator, so it’s convenient that it will be so readily available, as well.
The structures may look alien from the outside, but on the inside, they appear comfortable and livable. The fact that they’re built vertically means that there’s no need for a robot to travel across an unknown surface to build them; a stationary rover with a telescoping arm builds the structures. NASA has awarded AI SpaceFactory almost $21,000 to further develop the project. VIDEO Discuss this and other 3D printing topics at 3DPrintBoard.com or share your thoughts below. [Images: AI spaceFactory] Printing via 3DPrint.com | The Voice of 3D Printing / Additive Manufacturing https://3dprint.com July 28, 2018 at 01:36PM |
Categories
All
Archives
April 2023
|















 RSS Feed
RSS Feed
